Induksion isitgich turar-joy binolarini isitishning yangi usulining markazida. Qurilma isitish uchun elektromagnit energiyadan foydalanadi. Qurilmada sovutish suvi sifatida suv ishlatiladi. Siz zavoddan tayyor induksion qozon sotib olishingiz yoki uni o'zingiz qilishingiz mumkin. Men sizga qurilmaning xususiyatlari va uning yig'ilishi haqida gapirib beraman.
Induksion isitish nima

Induksion qurilma elektromagnit maydon tomonidan ishlab chiqarilgan energiya bilan ishlaydi. U issiqlik tashuvchisi tomonidan so'riladi, keyin uni binolarga beradi:
- Induktor bunday suv isitgichida elektromagnit maydon hosil qiladi. Bu silindrsimon shakldagi ko'p burilishli simli rulondir.
- U orqali o'tayotganda, bobin atrofida o'zgaruvchan elektr toki magnit maydon hosil qiladi.
- Uning chiziqlari elektromagnit oqim vektoriga perpendikulyar joylashtirilgan. Ko'chirilganda, ular yopiq doirani qayta yaratadilar.
- O'zgaruvchan tok natijasida hosil bo'lgan girdab oqimlari elektr energiyasini issiqlikka aylantiradi.
Induksion isitish vaqtida issiqlik energiyasi kam va past isitish tezligida sarflanadi. Buning yordamida indüksiyon qurilmasi qisqa vaqt ichida isitish tizimi uchun suvni yuqori haroratga olib keladi.
Qurilmaning xususiyatlari

Induksion isitish transformator yordamida amalga oshiriladi. U bir juft o'rashdan iborat:
- tashqi (asosiy);
- qisqa tutashgan ichki (ikkilamchi).
Eddy oqimlari transformatorning chuqur qismida paydo bo'ladi. Ular paydo bo'lgan elektromagnit maydonni ikkilamchi kontaktlarning zanglashiga olib boradi. U bir vaqtning o'zida korpus vazifasini bajaradi va suv uchun isitish elementi sifatida ishlaydi.
Yadroga yo'naltirilgan vorteks oqimlarining zichligi oshishi bilan avval uning o'zi, so'ngra butun termal element qiziydi.
Sovuq suvni etkazib berish va tayyorlangan sovutish suvini isitish tizimiga olib tashlash uchun induksion isitgich bir juft quvur bilan jihozlangan:
- Pastki qismi suv ta'minoti tizimining kirish qismiga o'rnatiladi.
- Yuqori quvur isitish tizimining ta'minot qismiga o'tadi.
Qurilma qanday elementlardan iborat va u qanday ishlaydi?
Induksion suv isitgichi quyidagi tarkibiy elementlardan iborat:
| Surat | Strukturaviy birlik |
 |
Induktor.
U ko'p burilishlardan iborat mis sim. Aynan ularda elektromagnit maydon hosil bo'ladi. |
 |
Isitish elementi.
Bu metall yoki qoldiqlardan yasalgan quvurdir po'lat sim, induktorning ichiga joylashtirilgan. |
 |
Generator.
U uy elektr energiyasini yuqori chastotali elektr tokiga aylantiradi. Jeneratör rolini payvandlash mashinasidan inverter o'ynashi mumkin. |

Qurilmaning barcha komponentlari o'zaro ta'sirlashganda, issiqlik energiyasi hosil bo'ladi va suvga o'tkaziladi. Qurilmaning ishlash diagrammasi quyidagicha:
- Jeneratör yuqori chastotali elektr tokini ishlab chiqaradi. Keyin uni indüksiyon bobiniga uzatadi.
- U oqimni qabul qiladi va uni elektr magnit maydoniga aylantiradi.
- Bobin ichida joylashgan isitgich magnit maydon vektorining o'zgarishi tufayli paydo bo'ladigan vorteks oqimlarining ta'siridan qiziydi.
- Element ichida aylanib yuradigan suv u bilan isitiladi. Keyin u isitish tizimiga kiradi.
Induksion isitish usulining afzalliklari va kamchiliklari

Induksion isitgichlar bunday afzalliklarga ega:
- yuqori samaradorlik darajasi;
- tez-tez parvarish qilishni talab qilmaydi;
- ular kam bo'sh joy egallaydi;
- magnit maydonning tebranishlari tufayli ularning ichida shkala joylashmaydi;
- qurilmalar jim;
- ular xavfsiz;
- korpusning mahkamligi tufayli oqish yo'q;
- Isitgichning ishlashi to'liq avtomatlashtirilgan;
- qurilma ekologik toza, kuyik yoki kuyik chiqarmaydi uglerod oksidi va hokazo.

Qurilmaning asosiy kamchiliklari uning zavod modellarining yuqori narxidir..
Biroq, o'z qo'llaringiz bilan indüksiyon isitgichni yig'sangiz, bu kamchilikni yumshatish mumkin. Jihoz osongina kirish mumkin bo'lgan elementlardan yig'ilgan, ularning narxi past.
Jihozni yig'ish
Uy qurilishi indüksiyon isitgichi ishlab chiqariladi payvandlash inverteri. Bunga qo'shimcha ravishda sizga ba'zi materiallar va asboblar kerak bo'ladi.
Qanday materiallar va asboblar kerak bo'ladi
Induksion qozonni o'zingiz yig'ish uchun sizga kerak bo'ladi:
- Payvandlash mashinasidan inverter. Ushbu qurilma suv isitgichini yig'ishni sezilarli darajada soddalashtiradi.

- Qalin devorli plastik quvur. U birlik tanasi rolini o'ynaydi.
- Zanglamaydigan po'lat sim. U magnit maydonda isitish elementi sifatida ishlaydi.
- Metall to'r. Unda zanglamaydigan po'lat sim bo'laklari bo'ladi.
- Suyuqlikning aylanishi uchun suv pompasi.

- Induktorni o'rnatish uchun mis sim.
- Issiqlik regulyatori.
- Armatura va sharli klapanlar suv isitgichini isitish tizimiga ulash uchun.
- Tel bilan ishlash uchun pense.
Ish bosqichlari

Isitgichni yig'ishda ishning aniq ketma-ketligiga rioya qiling:
- Birinchidan, plastmassa trubaning bir tomoniga metall to'rni ulang. Bu isitish elementining sim qismlarini tushishiga yo'l qo'ymaydi.
- Korpusning bir xil uchida, isitish tizimiga ulanish uchun quvurni mahkamlang.
- Pense yordamida zanglamas po'latdan yasalgan simning qismlarini kesib oling. Ularning uzunligi 1-5 sm bo'lishi kerak bo'laklarni mahkam joylashtiring plastik quti. Quvurda bo'sh joy qolmasligi kerak.
- Quvurning boshqa uchini yoping metall to'r. Keyin unda isitish tarmog'i uchun ikkinchi quvurni o'rnating.

- Keyinchalik, indüksiyon bobini yasashni boshlang. Buning uchun quvurni mis sim bilan o'rash kerak. Ko'rsatmalarda o'rash kamida 80-90 burilish bo'lishi kerakligi haqida ogohlantiriladi.
- Shundan so'ng, mis o'rashning uchlarini payvandlash mashinasining inverter qutblariga ulang. Elektr tasmasini barcha ulanish nuqtalariga o'rang.

- Suv isitgichini isitish tarmog'iga ulang.
- Agar isitish tizimi hali sirkulyatsiya pompasi bilan jihozlanmagan bo'lsa, uni ulang.

- Termal regulyatorni inverterga ulang. Bu suv isitgichining ishlashini avtomatlashtirishga imkon beradi.
- Nihoyat, yig'ilgan qurilmaning funksionalligini tekshiring.
İnverterni yoqqandan so'ng, indüktör bobini elektromagnit maydonni qayta yaratadi. U vorteks oqimlarini hosil qiladi. Ular sim qismlarini tezda isitadi. Ular issiqlikni aylanma suvga o'tkazadilar.
Xulosa
Payvandlash inverteridan induksion metall isitgich - samarali isitish moslamasi. Shu bilan birga, u oddiy dizaynga ega, shuning uchun uni o'zingiz yig'ish oson.
Qo'shimcha ko'rsatmalar uchun ushbu maqoladagi videoni ko'ring. Agar sizda biron bir savol bo'lsa, ularni sharhlarda so'rang.
7.1.3. INDUKSION ISITISH
Dastlabki davr. O'tkazgichlarni induksion isitish 1831 yilda M. Faraday tomonidan kashf etilgan elektromagnit induksiyaning fizik hodisasiga asoslanadi. Induksion isitish nazariyasi O. Xevisayd (Angliya, 1884), S. Ferranti, S. Tompson, Yuing tomonidan ishlab chiqila boshlandi. . Ularning ishi induksion isitish texnologiyasini yaratish uchun asos bo'ldi. Qachondan beri induksion isitish issiqlik o'tkazuvchi jismda chiqariladi - elektromagnit maydonning kirib borish chuqurligiga teng bo'lgan qatlam, keyin yuqori sifatli isitishni ta'minlash uchun haroratni aniq nazorat qilish mumkin bo'ladi. yuqori ishlash. Yana bir afzallik - kontaktsiz isitish.
Ochiq kanalli induksion pechlar. Kanal indüksiyon pechining (IKF) birinchi ma'lum bo'lgan dizaynlaridan biri 1887 yilda S. Ferranti (Italiya) tomonidan taklif qilingan. Pechning keramik kanali bor edi va bu kanalning tepasida va pastida tekis indüktör rulonlari joylashtirilgan. 1890 yilda E.A. Colby (AQSh) induktor tashqi tomondan dumaloq kanalni o'rab turgan o'choq dizaynini taklif qildi.
Kanal ichiga joylashtirilgan po'lat yadroli va induktorli birinchi sanoat pechi (7.7-rasm) 1900 yilda Kjellin (Shvetsiya) tomonidan yaratilgan. Pech quvvati 170 kVt, quvvati 1800 kg gacha, chastotasi 15 Hz. Kam quvvat omili tufayli zarur bo'lgan maxsus qisqartirilgan chastotali generatordan quvvat manbai. 1907 yilga kelib 14 ta shunday pechlar ishlagan.
Guruch. 7.7. Kjelly ochiq kanalli induksion pechning eskizi 1 - kanal; 2 - induktor; 3 - magnit zanjir
1905 yilda Röheling-Rodenhauser (Germaniya) ko'p fazali kanalli pechlarni (ikki va uchta induktorli) loyihalashtirdi, ularda kanallar vannaga ulangan, 50 Gts tarmoqdan quvvatlanadi. Keyingi o'choq konstruktsiyalarida rangli metallarni eritish uchun yopiq kanallar ham qo'llanilgan. 1918 yilda W. Rohn (Germaniya) Kjellin pechiga (bosim 2-5 mm Hg) o'xshash vakuumli ICP qurdi, bu esa yaxshi mexanik xususiyatlarga ega metallni olish imkonini berdi.
Yopiq kanalli pechlarning bir qator afzalliklari tufayli ochiq kanalli pechlarning rivojlanishi to'xtab qoldi. Biroq, bunday pechlarni po'lat eritish uchun ishlatishga urinishlar davom etdi.
30-yillarda AQSHda parchalarni qayta eritish uchun zanglamaydigan po'lat 800 kVt quvvatga ega va 8,57 Gts chastotali generatordan ochiq kanal va quvvat manbai bilan 6 tonna quvvatga ega bir fazali ICP ishlatilgan. Olovli dupleks jarayonda boshq o'chog'i bilan ishlagan. 40-50-yillarda Italiyada ochiq kanalli ICPlar Tagliaferri tomonidan ishlab chiqarilgan 4-12 tonna quvvatga ega po'latni eritish uchun ishlatilgan. Keyinchalik, bunday pechlardan foydalanish to'xtatildi, chunki ular o'z xususiyatlariga ko'ra kamon va induksion tigelli po'lat ishlab chiqaruvchi pechlardan past edi.
Yopiq kanalli induksion kanalli pechlar. 1916 yildan boshlab yopiq kanalli birinchi eksperimental, keyin esa sanoat ICPlar ishlab chiqila boshlandi. Yopiq kanalli bir qator ICPlar Ajax-Watt (AQSh) tomonidan ishlab chiqilgan. Bular quvvati 75 va 170 kV?A, quvvati 300 va 600 kg bo'lgan mis-rux qotishmalarini eritish uchun vertikal kanalga ega bo'lgan bir fazali valli pechlardir. Ular bir qator kompaniyalarning rivojlanishi uchun asos bo'ldi.
Xuddi shu yillarda Frantsiyada gorizontal uch fazali indüksiyon birligi (quvvati 150, 225 va 320 kVt) bo'lgan milya pechlari ishlab chiqarilgan. Angliyada General Electric Limited kompaniyasi o'choqni har bir induktor uchun ikkita kanalli, ularning assimetrik joylashuvi bilan o'zgartirishni taklif qildi, bu eritmaning aylanishini va qizib ketishini kamaytiradi.
E. Russ (Germaniya) tomonidan ishlab chiqarilgan pechlar har bir induktor uchun ikkita va uchta kanal (vertikal va gorizontal dizayn) bilan ishlab chiqarilgan. E. Russ, shuningdek, ikki fazaga ulangan dual induksion birlik (IE) loyihasini taklif qildi.
SSSRda 30-yillarda Moskva elektr zavodida Ajax-Vatt pechlariga o'xshash IKPlar ishlab chiqarila boshlandi. 50-yillarda OKB "Electropech" quvvati 0,4-6,0 tonna, keyin esa 16 tonna bo'lgan mis va uning qotishmalarini eritish uchun pechlarni ishlab chiqdi, 1955 yilda Belaya Kalitvadagi zavodda quvvatga ega alyuminiy eritish uchun IKP ishga tushirildi. 6 t.
50-yillarda AQShda va G'arbiy Evropa ICPlar dupleks jarayonida quyma temirni gumbaz yoki elektr kamon pechi bilan eritishda mikser sifatida keng qo'llanila boshlandi. Quvvatni oshirish va kanaldagi metallning haddan tashqari qizib ketishini kamaytirish uchun eritmaning bir tomonlama harakati bilan IE dizaynlari ishlab chiqilgan (Norvegiya). Shu bilan birga, ajraladigan IElar ishlab chiqildi. 70-yillarda Ajax Magnetermic egizak IEni ishlab chiqdi, ularning quvvati hozirda 2000 kVt ga etadi. Xuddi shu yillarda VNIIETOda shunga o'xshash ishlanmalar amalga oshirildi. IKP ishlanmalarida har xil turlari N.V. faol ishtirok etdi Veselovskiy, E.P. Leonova, M.Ya. Stolov va boshqalar.
80-yillarda mamlakatimizda va xorijda ICP ning rivojlanishi qo'llanilishi ko'lamini oshirish va texnologik imkoniyatlarni kengaytirishga qaratilgan edi, masalan, rangli metallardan quvurlarni eritish orqali ishlab chiqarish uchun ICP dan foydalanish.
Induksion tigelli pechlar. Past quvvatli induksion tigel pechlari (IFR) faqat 50 Gts dan yuqori chastotalarda samarali ishlashi mumkinligi sababli, ularni yaratish tegishli quvvat manbalari - chastota konvertorlarining etishmasligi tufayli to'sqinlik qildi. Shunga qaramay, 1905-1906 yillarda. bir qator kompaniyalar va ixtirochilar ITPni taklif qildilar va patentladilar, bularga "Schneider-Creuzot" (Frantsiya), O. Zander (Shvetsiya), Gerden (Angliya) kiradi. Shu bilan birga, ITP dizayni A.N. Lodygin (Rossiya).
Uchqunli yuqori chastotali generatorli birinchi sanoat ITP 1916 yilda E.F. Northrup (AQSh). 1920 yildan boshlab bu pechlar Ajax Electrothermal kompaniyasi tomonidan ishlab chiqarila boshlandi. Shu bilan birga, J. Ribot (Frantsiya) tomonidan aylanadigan uchqun bo'shlig'i bilan ishlaydigan ITP ishlab chiqildi. Metropolitan-Vickers kompaniyasi yuqori va sanoat chastotali ITPni yaratdi. Uchqun generatorlari o'rniga chastotasi 3000 Gts gacha va quvvati 150 kV?A bo'lgan mashina konvertorlari ishlatilgan.
V.P. Vologdin 1930-1932 yillarda 10 va 200 kg quvvatga ega bo'lgan sanoat ITP ni yaratdi, bu mashina chastota konvertori bilan ishlaydi. 1937 yilda u quvur generatori bilan ishlaydigan ITPni ham qurdi. 1936 yilda A.V. Donskoy 60 kV?A quvvatga ega chiroq generatori bilan universal induksion pechni ishlab chiqdi.
1938 yilda ITPni (quvvati 300 kVt, chastotasi 1000 Gts) quvvatlantirish uchun Brown-Boveri kompaniyasi ko'p anodli simob klapaniga asoslangan invertordan foydalangan. 60-yillardan boshlab tiristor invertorlari induksion qurilmalarni quvvatlantirish uchun ishlatilgan. ITP quvvatining oshishi bilan sanoat chastotali oqim bilan elektr ta'minotidan samarali foydalanish mumkin bo'ldi.
40-60-yillarda OKB Elektropech ITPning bir nechta turlarini ishlab chiqdi: quvvati 6 tonna bo'lgan alyuminiyni eritish uchun yuqori chastotali (1959), 1 tonna quvvatli quyma temir (1966). 1980 yilda Bokudagi zavodda quyma temirni eritish uchun quvvati 60 tonna bo'lgan pech ishlab chiqarildi (Braun-Boveri kompaniyasining litsenziyasi bo'yicha VNIIETO tomonidan ishlab chiqilgan). E.P. VNIIETOda ITP rivojlanishiga katta hissa qo'shdi. Leonova, V.I. Krizental, A.A. Prostyakov va boshqalar.
1973 yilda Ajax Magnetermic General Motors tadqiqot laboratoriyasi bilan birgalikda gorizontal tigelli pechni ishlab chiqdi va ishga tushirdi. doimiy harakat quvvati 12 tonna va quvvati 11 MVt bo'lgan quyma temirni eritish uchun.
50-yillardan boshlab metallarni induksion eritishning maxsus turlari rivojlana boshladi:
sopol tigelda vakuum;
kemadagi vakuum;
sovuq tigelda vakuum;
elektromagnit tigelda;
suspenziyada;
kombinatsiyalangan isitish yordamida.
1940 yilgacha vakuumli induksion pechlar (VIF) faqat laboratoriya sharoitida ishlatilgan. 50-yillarda ba'zi kompaniyalar, xususan Hereus sanoat VIPlarini ishlab chiqishni boshladilar, ularning birlik quvvati tez o'sib bordi: 1958 - 1–3 tonna, 1961–5 tonna, 1964–15–27 tonna, 1970–60 t. 1947 yilda MosZETO 50 kg quvvatga ega birinchi vakuumli pechni ishlab chiqardi va 1949 yilda 100 kg quvvatga ega VIPni ommaviy ishlab chiqarishni boshladi. 80-yillarning o'rtalarida VNIIETO ishlanmalari asosida Sibelektroterm ishlab chiqarish birlashmasi maxsus po'latlarni eritish uchun 160, 600 va 2500 kg quvvatga ega modernizatsiya qilingan VIPlarni ishlab chiqardi.
Boshsuyagi pechlarda va mis suv bilan sovutilgan (sovuq) tigelli pechlarda reaktiv qotishmalarni induksion eritish 50-yillarda qo'llanila boshlandi. Kukun qobig'i bo'lgan pech N.P. Gluxanov, R.P. 1954 yilda Zhezherin va boshqalar, va monolit bosh suyagi bilan o'choq - M.G. 1967 yilda Kogan. Sovuq tigelda induksion eritish g'oyasi 1926 yilda Germaniyada Siemens-Xalske tomonidan taklif qilingan, ammo qo'llanilmagan. 1958 yilda IMET Butunrossiya oqimlar ilmiy tadqiqot instituti bilan birgalikda yuqori chastotali ular. V.P. Vologdina (VNI-ITVCH) A.A. Vogel tajribalar o'tkazdi induksion erish titanni sovuq tigelda.
Metall ifloslanishini kamaytirishga intilish va issiqlik yo'qotishlari sovuq tigelda metallni devorlardan uzoqlashtirish uchun elektromagnit kuchlardan foydalanishga olib keldi, ya'ni. "elektromagnit tigel" yaratishga (L.L. Tire, VNIIETO, 1962)
Ayniqsa, sof metallar olish uchun metallarni muallaq holatda eritish Germaniyada (O. Muk) 1923 yilda taklif qilingan, biroq energiya manbalarining etishmasligi tufayli keng tarqalmagan. 50-yillarda bu usul ko'plab mamlakatlarda rivojlana boshladi. SSSRda VNIITVCh xodimlari A.A. rahbarligida bu yo'nalishda juda ko'p ishladilar. Vogel.
Eriydigan IKP va kombinatsiyalangan isitishning IHP 50-yillardan boshlab qo'llanila boshlandi, dastlab neft va gaz yondirgichlari, masalan, alyuminiy talaşlarini qayta eritish uchun IKP (Italiya) va quyma temir uchun IHP (Yaponiya). Keyinchalik plazma-induksion tigelli pechlar keng tarqaldi, masalan, 1985 yilda VNIIETO tomonidan ishlab chiqilgan quvvati 0,16-1,0 tonna bo'lgan tajriba sanoat pechlari seriyasi.
Induksion sirtni qattiqlashtiruvchi qurilmalar. Induksion sirtni qotish bo'yicha birinchi tajribalar 1925 yilda V.P. Vologdin tashabbusi bilan Putilov zavodi muhandisi N.M. Muvaffaqiyatsiz deb hisoblangan Belyaev, chunki o'sha paytda ular qattiqlashishga intilishgan. 30-yillarda V.P. Vologdin va B.Ya. Romanov bu ishni davom ettirdi va 1935 yilda yuqori chastotali toklar yordamida qattiqlashish uchun patent oldi. 1936 yilda V.P. Vologdin va A.A. Vogel tishli uzatmalar uchun induktor uchun patent oldi. V.P. Vologdin va uning xodimlari qattiqlashtiruvchi o'rnatishning barcha elementlarini ishlab chiqdilar: aylanadigan chastota konvertori, induktorlar va transformatorlar (7.8-rasm).

Guruch. 7.8. Ketma-ket qotish uchun qattiqlashtiruvchi zavod
1 - qotib qolgan mahsulot; 2 - induktor; 3 - qattiqlashtiruvchi transformator; 4 - chastota konvertori; 5 - kondansatör
1936 yildan G.I. Babat va M.G. Lozinskiy Svetlana zavodida (Leningrad) quvur generatori bilan ishlaydigan yuqori chastotalar yordamida induksion qattiqlashuv jarayonini o'rganib chiqdi. 1932 yildan boshlab TOKKO (AQSh) tomonidan o'rta chastotali tok bilan qotib qolish joriy etila boshlandi.
Germaniyada 1939 yilda G.V. Soilen AEG zavodlarida krank mili sirtini qattiqlashtirishni amalga oshirdi. 1943 yilda K. Kegel tishli uzatmani qattiqlashtirish uchun induktiv simning maxsus shaklini taklif qildi.
Yuzaki qattiqlashuvning keng qo'llanilishi 40-yillarning oxirida boshlangan. 1947 yildan beri 25 yil davomida VNIITVCH 300 dan ortiq qattiqlashtiruvchi qurilmalarni ishlab chiqdi, shu jumladan tirsakli vallarni qattiqlashtiruvchi avtomatik liniyani ishga tushirish va temir yo'l relslarini butun uzunligi bo'ylab mustahkamlash uchun o'rnatish (1965). 1961 yilda nomidagi avtomobil zavodida past qotib turadigan po'latdan yasalgan qattiqlashtiruvchi mexanizmlar uchun birinchi qurilma ishga tushirildi. Lixachev (ZIL) (K.Z. Shepelyakovskiy tomonidan ishlab chiqilgan texnologiya).
So'nggi yillarda induksion issiqlik bilan ishlov berishni rivojlantirish yo'nalishlaridan biri katta diametrli (820–1220 mm) neft va gaz quvurlarini, qurilish armaturalarini, shuningdek, temir yo'l relslarini mustahkamlash texnologiyasidir.
O'zaro isitish moslamalari. Metalllarni eritishdan tashqari turli maqsadlarda induksion isitishdan foydalanish birinchi bosqichda kashfiyot xarakteriga ega edi. 1918 yilda M.A. Bonch-Bruevich, keyin esa V.P. Vologdin evakuatsiya (degazatsiya) vaqtida elektron naychalarning anodlarini isitish uchun yuqori chastotali oqimlardan foydalangan. 30-yillarning oxirida Svetlana zavodining laboratoriyasida diametri 170 va uzunligi 800 mm bo'lgan po'lat milni qayta ishlashda 800-900 ° S haroratgacha induksion isitishdan foydalanish bo'yicha tajribalar o'tkazildi. torna ustida. 300 kVt quvvatga ega va 100-200 kHz chastotali quvur generatori ishlatilgan.
1946 yildan boshlab SSSRda bosimli ishlov berishda induksion isitishdan foydalanish bo'yicha ishlar boshlandi. 1949 yilda ZIL (ZIS) da birinchi temir isitish moslamasi ishga tushirildi. Birinchi induksion temirchining ekspluatatsiyasi 1952 yilda Moskva kichik avtomobil zavodida (MZMA, keyinchalik AZLK) boshlandi. Bosim bilan ishlov berish uchun po'lat blankalarni (qism - kvadrat 160x160 mm) isitish uchun qiziqarli ikki chastotali o'rnatish (60 va 540 Gts) ishga tushirildi. 1956 yilda Kanadada shunga o'xshash o'rnatish VNIITVChda (1959) ishlab chiqilgan. Sanoat chastotasi Kyuri nuqtasiga qizdirish uchun ishlatiladi.
1963 yilda prokat ishlab chiqarish uchun VNIITVCH 50 Gts chastotada 2000 kVt quvvatga ega bo'lgan plita isitgichini (o'lchamlari 2,5x0,38x1,2 m) ishlab chiqardi.
1969 yilda McLuth Steel Corp metallurgiya zavodida. (AQSh) og'irligi taxminan 30 tonna (o'lchamlari 7,9x0,3x1,5 m) bo'lgan po'lat plitalarni induksion isitish oltita texnologik liniyalar (umumiy quvvati 210 MVt bo'lgan 18 ta sanoat chastotali induktorlar) yordamida ishlatilgan.
Induktorlar plitaning bir xil isitilishini ta'minlaydigan maxsus shaklga ega edi. VNIIETO (P.M.Chaykin, S.A.Yaitskov, A.E.Erman) da metallurgiyada induksion isitishdan foydalanish ishlari ham olib borildi.
SSSRda 80-yillarning oxirida induksion isitish 1 million kVt gacha bo'lgan induksion isitgichlarning umumiy quvvati bo'lgan 60 ga yaqin temirchilik sexlarida (birinchi navbatda avtomobilsozlik va mudofaa sanoati zavodlarida) ishlatilgan.
Sanoat chastotasida past haroratli isitish. 1927-1930 yillarda Ural mudofaa zavodlaridan birida sanoat chastotasida induksion isitish bo'yicha ish boshlandi (N.M. Rodigin). 1939 yilda u erda qotishma po'latdan yasalgan buyumlarni issiqlik bilan ishlov berish uchun juda kuchli induksion isitish moslamalari muvaffaqiyatli ishladi.
TsNIITmash (V.V. Aleksandrov) shuningdek, issiqlik bilan ishlov berish uchun sanoat chastotasidan foydalanish, qo'nish uchun isitish va boshqalar bo'yicha ishlarni amalga oshirdi. A.V. rahbarligida past haroratli isitish bo'yicha bir qator ishlar amalga oshirildi. Donskoy. 60-70-yillarda Temir-beton ilmiy-tadqiqot instituti (NIIZhB), Frunze politexnika instituti va boshqa tashkilotlar 50 Gts chastotada induksion isitish yordamida temir-beton buyumlarni issiqlik bilan ishlov berish bo'yicha ishlarni olib bordilar. VNIIETO, shuningdek, shunga o'xshash maqsadlar uchun bir qator sanoat past haroratli isitish moslamalarini ishlab chiqdi. MPEI (A.B. Kuvaldin) ning ferromagnit po'latni induksion isitish sohasidagi ishlanmalari sirt qoplamasi uchun qismlarni isitish, po'lat va temir-betonni issiqlik bilan ishlov berish, kimyoviy reaktorlarni, qoliplarni va boshqalarni isitish uchun qurilmalarda qo'llanilgan (70-80-yillar).
Yarimo'tkazgichlarning yuqori chastotali zonali erishi. Zonali eritish usuli 1952 yilda taklif qilingan (V.G. Pfann, AQSH). Mamlakatimizda yuqori chastotali tigelsiz zonali eritish bo'yicha ishlar 1956 yilda boshlangan va VNIITTVChda diametri 18 mm bo'lgan kremniy monokristall olingan. Yaratilgan turli xil modifikatsiyalar vakuum kamerasi ichidagi induktorli "Kristal" tipidagi qurilmalar (Yu.E. Nedzvetskiy). 50-yillarda vakuum kamerasidan tashqarida (kvars trubkasi) induktor bilan kremniyni vertikal tigelsiz eritish uchun moslamalar ishlab chiqarish Platinopribor zavodida (Moskva) Davlat nodir metallar instituti (Giredmet) bilan birgalikda amalga oshirildi. Silikon monokristallarini etishtirish uchun "Kristal" qurilmalarini seriyali ishlab chiqarish boshlanishi 1962 yilga to'g'ri keladi (Taganrog ZETO). Olingan monokristallarning diametri 45 mm ga (1971), keyin esa 100 mm ga (1985) yetdi.
Yuqori chastotali oksidning erishi. 60-yillarning boshlarida F.K. Monfort (AQSh) induksion pechda eritilgan oksidlar (yuqori chastotali oqimlardan foydalangan holda ferrit monokristallarini o'stirish - radio chastotalar). Shu bilan birga, A.T.Chepman va G.V. Klark (AQSh) polikristal oksidli blokni sovuq tigelda qayta eritish texnologiyasini taklif qildi. 1965 yilda J. Ribot (Fransiya) radiochastotalardan foydalangan holda uran, toriy va sirkoniy oksidlarining eritmalarini oldi. Ushbu oksidlarning erishi yuqori haroratlarda (1700-3250 ° C) sodir bo'ladi va shuning uchun katta quvvat manbasini talab qiladi.
SSSRda oksidni yuqori chastotali eritish texnologiyasi SSSR FA Fizika institutida (A.M.Proxorov, V.V.Osiko) ishlab chiqilgan. Uskunalar VNIITVCh va Leningrad elektrotexnika instituti (LETI) tomonidan ishlab chiqilgan (Yu.B. Petrov, A.S. Vasilev, V.I. Dobrovolskaya). 1990 yilda ular yaratgan Kristall qurilmalarining umumiy quvvati 10 000 kVt dan ortiq bo'lib, yiliga yuzlab tonna yuqori toza oksidlarni ishlab chiqargan.
Yuqori chastotali plazma isitish. Gazdagi yuqori chastotali razryad hodisasi 19-asrning 80-yillaridan beri ma'lum. 1926-1927 yillarda J.J. Tomson (Angliya) gazda elektrodsiz razryad induksiyalangan toklar ta’sirida hosil bo‘lishini ko‘rsatdi, J. Taunsend (Angliya, 1928) gazdagi razryadni elektr maydonining ta’siri bilan izohladi. Ushbu tadqiqotlarning barchasi past bosim ostida o'tkazildi.
1940-1941 yillarda G.I. Svetlana zavodida Babat yuqori chastotali isitish yordamida elektron naychalarni gazsizlantirishda plazma ajralishini kuzatdi, keyin esa birinchi marta atmosfera bosimida razryadni oldi.
50-yillarda turli mamlakatlarda yuqori chastotali plazma ustida ish olib borildi (T.B.Rid, J.Ribot, G.Barxoff va boshqalar). SSSRda ular 50-yillarning oxiridan boshlab Leningrad politexnika institutida (A.V. Donskoy, S.V. Dresvin), Moskva energetika institutida (M.Ya. Smelyanskiy, S.V. Kononov), VNITVCh (I.P. Dashkevich) va boshqalarda o'tkazildi. Turli gazlardagi razryadlar. , plazma mash'alining konstruksiyalari va ulardan foydalanish texnologiyalari o'rganildi. Kvars va metall (100 kVtgacha quvvat uchun) suv bilan sovutilgan (1963 yilda yaratilgan) kamerali yuqori chastotali plazmatronlar yaratildi.
80-yillarda 60 kHz - 60 MGts chastotalarda 1000 kVt gacha quvvatga ega yuqori chastotali plazmatronlar juda toza kvarts shishasi, pigment titan dioksidi, yangi materiallar (masalan, nitridlar va karbidlar), ultra- sof o'ta nozik kukunlar va toksik moddalarning parchalanishi.
"Elektrotexnika tarixi" kitobidan muallif Mualliflar jamoasi7.1.1. QARShILILIK ISITISH Dastlabki davr. Elektr toki bilan isitish o'tkazgichlari bo'yicha birinchi tajribalar 18-asrga to'g'ri keladi. 1749-yilda B.Franklin (AQSh) Leyden jarining ajralishini oʻrganayotib, metall simlarning qizishi va erishini, keyinroq esa uning maʼlumotlariga koʻra,
Muallifning kitobidan7.1.2. ELEKTR ARQ ISITISH Dastlabki davr. 1878-1880 yillarda V. Siemens (Angliya) to'g'ridan-to'g'ri va to'g'ridan-to'g'ri yoy pechlarini yaratish uchun asos bo'lgan bir qator ishlarni amalga oshirdi. bilvosita isitish, shu jumladan, 10 kg quvvatga ega bir fazali boshq o'choq. Ulardan magnit maydondan foydalanishni so'rashdi
Muallifning kitobidan Muallifning kitobidan7.7.5. PLAZMA ISITISH Dastlabki davr. Plazma isitish bo'yicha ishlarning boshlanishi 20-asrning 20-yillariga to'g'ri keladi. "Plazma" atamasining o'zi I. Langmuir (AQSh), "kvazi-neytral" tushunchasini V. Shottki (Germaniya) tomonidan kiritilgan. 1922 yilda X. Gerdien va A. Lots (Germaniya) dan olingan plazma bilan tajriba o'tkazdilar.
Muallifning kitobidan7.1.6. ELEKTRON NURLI ISITISH Dastlabki davr. Elektron nurli isitish texnologiyasi (metalllarni eritish va tozalash, o'lchovli ishlov berish, payvandlash, issiqlik bilan ishlov berish, bug'lanish bilan qoplash, sirtni dekorativ tozalash) fizika yutuqlariga,
Muallifning kitobidan7.1.7. LAZER ISITISH Dastlabki davr. Lazer (nurlanishning stimulyatsiya qilingan emissiyasi orqali yorug'likni kuchaytirishning qisqartmasi) 20-asrning ikkinchi yarmida yaratilgan. va elektr texnologiyasida ba'zi qo'llanilishini topdi.
Induksion isitish - bu metallarni yoki boshqa Supero'tkazuvchilar materiallarni qattiqlashtirish, payvandlash yoki eritish uchun ishlatiladigan jarayon. Zamonaviy ishlab chiqarish jarayonlarida induksion isitish tezligi, mustahkamligi, nazorati va energiya samaradorligining jozibali kombinatsiyasini taklif etadi.
Induksion isitishning asosiy tamoyillari 1920-yillardan boshlab ishlab chiqarishda qo'llanilgan. Ikkinchi jahon urushi davrida texnologiya tez rivojlanib, vosita metall qismlarini kuchliroq qilish uchun ishonchli va tezkor jarayonlarni yaratish uchun urush tomonidan yaratilgan favqulodda ehtiyojni qondirish uchun tez rivojlandi.
So'nggi yillarda ishlab chiqarishda samarali texnologiyalarni topishga qaratilgan ("Tez ishlab chiqarish") va sifat nazoratini oshirishga e'tibor qattiq induktsiya uchun aniq quvvat nazoratini ishlab chiqish bilan parallel ravishda indüksiyon texnologiyasini qayta tiklashga olib keldi.
Induksion isitish qanday ishlaydi?
Transformatorning birlamchi o'rashiga o'zgaruvchan tok qo'llanilganda elektromagnit maydon hosil bo'ladi. Faraday qonuniga ko'ra, transformatorning ikkilamchi o'rashi magnit maydon ichiga joylashtirilsa, elektr toki hosil bo'ladi.
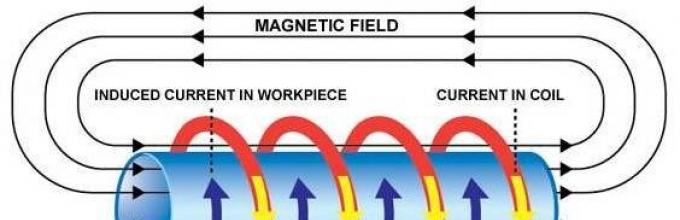
Standart induksion isitish konfiguratsiyasida quvvat manbai induktor (odatda mis lasan) orqali o'zgaruvchan tok hosil qiladi va isitiladigan qism induktor ichiga joylashtiriladi. Induktor transformatorning birlamchi sxemasi, qism esa ikkilamchi zanjir vazifasini bajaradi. Qachon kirgan metall qismi u orqali magnit maydon o'tadi, unda Fuko oqimlari induktsiya qilinadi.
Yuqoridagi rasmda ko'rsatilgandek, Foucault oqimlari metallning elektr qarshiligiga qarshi yo'naltirilgan bo'lib, qism va induktor o'rtasida to'g'ridan-to'g'ri aloqa qilmasdan mahalliy issiqlik hosil qiladi. Bu isitish magnit va magnit bo'lmagan qismlarda sodir bo'ladi va Joulning birinchi qonuniga (hosil qilingan issiqlik va o'tkazgichdan o'tadigan elektr toki o'rtasidagi munosabatni ifodalovchi ilmiy formula) nazarda tutilgan "Joule effekti" deb nomlanadi.
Induksion isitishning afzalliklari
Induksion isitishning konveksiya, radiatsiya yoki olov kabi boshqa usullarga nisbatan qanday afzalliklari bor?
Ishlab chiqarishda induksion isitishning asosiy afzalliklari quyidagilardan iborat:
Maksimal ishlash
Hosildorlik darajasi oshishi mumkin, chunki induksiya juda tez jarayon: issiqlik bir zumda to'g'ridan-to'g'ri qismga hosil bo'ladi (masalan, ba'zi hollarda 1000ºC dan bir soniyadan kamroq vaqt ichida). Isitish deyarli bir zumda, oldindan isitish va sovutish kerak bo'lmasdan sodir bo'ladi. Induksion isitish jarayoni alohida mashinaga qismlar partiyalarini yuborishdan ko'ra, issiq yoki sovuq shtamplash mashinasiga yaqin joyda amalga oshiriladi.
Energiya samaradorligi
Energiya nuqtai nazaridan, bu jarayon yagona samarali hisoblanadi. U iste'mol qilingan energiyani 90% gacha foydali issiqlikka aylantiradi; pechlarda odatda faqat 45% ga erishiladi. Bunga qo'shimcha ravishda, ish davrlarida oldindan isitish va sovutish zarurati yo'qligi sababli, kutish rejimida issiqlik yo'qotilishi minimallashtiriladi.
Jarayonni boshqarish va avtomatlashtirish
Induksion isitish mahsulot sifati, gaz brülörü yoki boshqa usullar bilan kamchiliklar va muammolarni bartaraf qiladi. Tizimni kalibrlash va ishga tushirgandan so'ng, hech qanday og'ish bo'lmaydi: isitish parametrlari barqaror va ishonchli.
Yuqori chastotali GH konvertorlari yordamida haroratga yuqori aniqlik bilan erishiladi, bu esa bir xil natijani ta'minlaydi; Konverterni bir zumda yoqish va o'chirish mumkin. Yopiq haroratni nazorat qilish tizimi tufayli ilg'or induksion isitish tizimlari har bir qismning haroratini alohida o'lchash imkoniyatiga ega. Haroratni oshirish, parvarish qilish va pasayish tezligi har bir aniq holat uchun alohida o'rnatilishi mumkin va har bir qayta ishlangan qism uchun ma'lumotlar xotirada saqlanadi.
Mahsulot sifati
Induksion isitish bilan ish qismi hech qachon olov yoki boshqa isitish elementi bilan bevosita aloqa qilmaydi; issiqlik o'zgaruvchan tok ta'sirida to'g'ridan-to'g'ri qism ichida paydo bo'ladi. Natijada, deformatsiya, buzilish va mahsulot nuqsonlari minimal darajaga tushiriladi. Maksimal mahsulot sifatiga erishish uchun qismni izolyatsiya qilish mumkin yopiq kamera boshqariladigan atmosfera bilan - vakuum, inert yoki siyrak atmosferada - oksidlanishni bartaraf etish uchun.
Yashil energiya
Induksion isitish tizimlari an'anaviy fotoalbom yoqilg'i kabi yonmaydi. Induksiya himoya qilishga yordam beradigan toza, ifloslantirmaydigan jarayondir muhit. Induksion tizim tutun, haddan tashqari issiqlik, zaharli chiqindilar yoki shovqin chiqarmaslik orqali ishchilarning ish sharoitlarini yaxshilashga yordam beradi. Isitish xavfsizdir, chunki u operator uchun xavf tug'dirmaydi va ochiq olov ishlatilmagani uchun bu jarayonda tutun hosil qilmaydi. Supero'tkazuvchi bo'lmagan materiallar hech qanday ta'sir ko'rsatmaydi, shuning uchun ular isitish zonasiga yaqin joyda joylashgan bo'lishi mumkin. GH Group tomonidan taklif etilayotgan yechimlardan foydalanish induksion tizimning ishlashi va texnik xizmat ko‘rsatishini yaxshilaydi, chunki ular ishlab chiqarishdagi uzilishlarni minimallashtiradi, energiya sarfini kamaytiradi va qismlar sifatini nazorat qilishni oshiradi.
Induksion isitgichlar "magnetizmdan oqim hosil qilish" printsipi asosida ishlaydi. Maxsus lasanda yuqori quvvatli o'zgaruvchan magnit maydon hosil bo'ladi, bu esa yopiq o'tkazgichda girdobli elektr toklarini hosil qiladi.
Induksion pishirgichlardagi yopiq o'tkazgich - bu girdabli elektr toklari bilan isitiladigan metall pan. Umuman olganda, bunday qurilmalarning ishlash printsipi murakkab emas va agar siz fizika va elektrotexnika bo'yicha ozgina ma'lumotga ega bo'lsangiz, o'z qo'llaringiz bilan indüksiyon isitgichni yig'ish qiyin bo'lmaydi.
Quyidagi qurilmalar mustaqil ravishda amalga oshirilishi mumkin:
- Qurilmalar isitish qozonida isitish uchun.
- Mini pechlar metallarni eritish uchun.
- Plitalar pishirish uchun.
O'z-o'zidan ishlaydigan induksion pishirgich ushbu qurilmalarning ishlashi uchun barcha qoidalar va qoidalarga muvofiq amalga oshirilishi kerak. Agar odamlar uchun xavfli elektromagnit nurlanish korpusdan tashqarida lateral yo'nalishlarda chiqarilsa, unda bunday qurilmadan foydalanish qat'iyan man etiladi.
Bundan tashqari, pechkani loyihalashda katta qiyinchilik quyidagi talablarga javob berishi kerak bo'lgan plita poydevori uchun material tanlashda yotadi:
- Elektromagnit nurlanishni ideal tarzda o'tkazing.
- Supero'tkazuvchi material emas.
- Yuqori harorat yukiga bardosh bering.
Uy pishirgichlarida induksion yuzalar Uyda ishlab chiqarilganda qimmatbaho keramika ishlatiladi induksion pishirgich, bunday materialga munosib muqobil topish juda qiyin. Shuning uchun, avval siz oddiyroq narsani loyihalashingiz kerak, masalan, metallarni qotish uchun induksion pech.
Ishlab chiqarish bo'yicha ko'rsatmalar
Chizmalar
 Shakl 1. Induksion isitgichning elektr sxemasi
Shakl 1. Induksion isitgichning elektr sxemasi  Shakl 2. Qurilma.
Shakl 2. Qurilma.  Shakl 3. Oddiy induksion isitgichning sxemasi
Shakl 3. Oddiy induksion isitgichning sxemasi Pechni tayyorlash uchun sizga quyidagi materiallar va asboblar kerak bo'ladi:
- lehim;
- tekstolit taxtasi.
- mini matkap.
- radioelementlar.
- termal pasta.
- taxtani qirqish uchun kimyoviy reagentlar.
Qo'shimcha materiallar va ularning xususiyatlari:
- Bobin yasash uchun, isitish uchun zarur bo'lgan o'zgaruvchan magnit maydonni chiqaradi, diametri 8 mm va uzunligi 800 mm bo'lgan mis quvur qismini tayyorlash kerak.
- Quvvatli tranzistorlar uy qurilishi indüksiyon o'rnatishning eng qimmat qismidir. Chastotani generator sxemasini o'rnatish uchun siz 2 ta bunday elementni tayyorlashingiz kerak. Ushbu maqsadlar uchun quyidagi markalarning tranzistorlari mos keladi: IRFP-150; IRFP-260; IRFP-460. Sxemani ishlab chiqarishda sanab o'tilgan dala effektli tranzistorlarning 2 ta o'xshashi qo'llaniladi.
- Tebranish sxemasini ishlab chiqarish uchun sizga quvvati 0,1 mF va ish kuchlanishi 1600 V bo'lgan keramik kondansatörler kerak bo'ladi. Bobinda yuqori quvvatli o'zgaruvchan tok hosil bo'lishi uchun 7 ta shunday kondansatör kerak bo'ladi.
- Bunday indüksiyon qurilmasini ishlatganda, dala effektli tranzistorlar juda qizib ketadi va agar alyuminiy qotishma radiatorlari ularga ulanmagan bo'lsa, u holda bir necha soniya ishlagandan so'ng maksimal quvvat, bu elementlar muvaffaqiyatsiz bo'ladi. Transistorlar yupqa qatlamli termal pasta orqali issiqlik qabul qiluvchilarga joylashtirilishi kerak, aks holda bunday sovutishning samaradorligi minimal bo'ladi.
- Diyotlar Induksion isitgichda ishlatiladigan , ultra tez ta'sir ko'rsatishi kerak. Ushbu sxema uchun eng mos diodlar: MUR-460; UF-4007; U - 307.
- 3-sxemada ishlatiladigan rezistorlar: 10 kOhm quvvat 0,25 Vt - 2 dona. va 440 Ohm quvvati - 2 Vt. Zener diodlari: 2 dona. ish kuchlanishi bilan 15 V. Zener diyotlarining kuchi kamida 2 Vt bo'lishi kerak. Bobinning quvvat terminallariga ulanish uchun chok induksiya bilan ishlatiladi.
- Butun qurilmani quvvatlantirish uchun sizga 500 Vt quvvatga ega quvvat manbai kerak bo'ladi. va kuchlanish 12 - 40 V. Siz ushbu qurilmani avtomobil akkumulyatoridan quvvatlantirishingiz mumkin, ammo bu kuchlanishda siz eng yuqori quvvat ko'rsatkichlarini ololmaysiz.
 Elektron generator va rulonni ishlab chiqarish jarayoni biroz vaqt talab etadi va quyidagi ketma-ketlikda amalga oshiriladi:
Elektron generator va rulonni ishlab chiqarish jarayoni biroz vaqt talab etadi va quyidagi ketma-ketlikda amalga oshiriladi:
- Mis quvuridan diametri 4 sm bo'lgan spiral amalga oshiriladi, spiralni yasash uchun 4 sm diametrli tekis yuzaga ega bo'lgan novdaga mis trubkani burish kerak, bu esa tegmasligi kerak. Tranzistorli radiatorlarga ulanish uchun trubaning 2 uchiga mahkamlash halqalari lehimlanadi.
- Bosilgan elektron plata diagramma bo'yicha amalga oshiriladi. Agar polipropilen kondansatkichlarni o'rnatish mumkin bo'lsa, unda bunday elementlarning minimal yo'qotishlari va kuchlanish o'zgarishlarining katta amplitudalarida barqaror ishlashi tufayli qurilma ancha barqaror ishlaydi. Devrendagi kondansatörler mis lasan bilan tebranish sxemasini hosil qilish uchun parallel ravishda o'rnatiladi.
- Metallni isitish kontaktlarning zanglashiga olib yoki batareyaga ulanganidan keyin bobin ichida sodir bo'ladi. Metallni qizdirganda, bahor sargilarida qisqa tutashuv yo'qligini ta'minlash kerak. Agar siz qizdirilgan metall bilan bir vaqtning o'zida rulonning 2 burilishiga tegsangiz, tranzistorlar bir zumda ishlamay qoladi.
Nuanslar

- Metalllarni qizdirish va qotish bo'yicha tajribalar o'tkazishda, induksion lasan ichida harorat sezilarli bo'lishi mumkin va 100 daraja Selsiyni tashkil qiladi. Ushbu termal isitish effekti maishiy foydalanish yoki uyni isitish uchun suvni isitish uchun ishlatilishi mumkin.
- Yuqorida muhokama qilingan isitgichning diagrammasi (3-rasm), maksimal yukda 500 Vt ga teng bo'lak ichidagi magnit energiyaning nurlanishini ta'minlashga qodir. Bu quvvat katta hajmdagi suvni isitish uchun etarli emas va yuqori quvvatli indüksiyon lasanini qurish uchun juda qimmat radio elementlardan foydalanish kerak bo'lgan sxemani ishlab chiqarish kerak bo'ladi.
- Suyuqliklarni induksion isitishni tashkil qilish uchun byudjet echimi, yuqorida tavsiflangan, ketma-ket joylashgan bir nechta qurilmalardan foydalanishdir. Bunday holda, spirallar bir xil chiziqda bo'lishi va umumiy metall o'tkazgichga ega bo'lmasligi kerak.
- Sifatida20 mm diametrli zanglamaydigan po'lat quvur ishlatiladi. Issiqlik almashtirgich spiralning o'rtasida joylashgan va uning burilishlari bilan aloqa qilmasligi uchun bir nechta indüksiyon spirallari quvurga "tortilgan". Bir vaqtning o'zida 4 ta bunday qurilma yoqilganda, isitish quvvati taxminan 2 kVtni tashkil qiladi, bu allaqachon etarli. oqimli isitish foydalanishga ruxsat beruvchi qiymatlarga suvning kichik aylanishi bilan suyuqlik bu dizayn ta'minotda iliq suv kichik uy.
- Agar siz bunday isitish elementini yaxshi izolyatsiyalangan tankga ulasangiz, isitgichning ustida joylashgan bo'lib, natijada suyuqlik zanglamaydigan quvur ichida isitiladigan qozon tizimi bo'ladi, isitiladigan suv yuqoriga ko'tariladi va uning o'rnini sovuqroq suyuqlik egallaydi.
- Agar uyning maydoni muhim bo'lsa, keyin indüksiyon bobinlarining soni 10 donagacha oshirilishi mumkin.
- Bunday qozonning quvvati osongina sozlanishi mumkin spirallarni o'chirish yoki yoqish orqali. Bir vaqtning o'zida yoqilgan bo'limlar qancha ko'p bo'lsa, shu tarzda ishlaydigan isitish moslamasining kuchi shunchalik katta bo'ladi.
- Bunday modulni quvvatlantirish uchun sizga kuchli quvvat manbai kerak bo'ladi. Agar sizda DC inverterli payvandlash mashinasi bo'lsa, uni kerakli quvvatning kuchlanish konvertori qilish uchun ishlatishingiz mumkin.
- Tizim doimiy elektr tokida ishlashi tufayli, 40 V dan oshmaydigan, bunday qurilmaning ishlashi nisbatan xavfsizdir, asosiysi generatorning quvvat pallasida sug'urta blokini ta'minlashdir, bu qisqa tutashuvda tizimni quvvatsizlantiradi va shu bilan yo'q qiladi. yong'in ehtimoli.
- Siz shu tarzda "bepul" uy isitishni tashkil qilishingiz mumkin., elektr ta'minoti uchun o'rnatish shart induksion qurilmalar batareyalar, quyosh va shamol energiyasidan foydalangan holda zaryadlanadi.
- Batareyalar ketma-ket ulangan 2 qismga birlashtirilishi kerak. Natijada, bunday ulanish bilan besleme zo'riqishida kamida 24 V bo'ladi, bu esa qozonning yuqori quvvatda ishlashini ta'minlaydi. Bundan tashqari, ketma-ket ulanish kontaktlarning zanglashiga olib keladigan oqimni kamaytiradi va batareyalarning ishlash muddatini oshiradi.

- Uy qurilishi induksion isitish moslamalarining ishlashi, har doim ham odamlar uchun zararli elektromagnit nurlanishning tarqalishini bartaraf etmaydi, shuning uchun induksion qozon o'rnatilishi kerak. noturarjoy binolari va galvanizli po'lat bilan himoyalangan.
- Elektr bilan ishlashda majburiy xavfsizlik qoidalariga rioya qilish kerak va, ayniqsa, bu 220 V kuchlanishli AC tarmoqlariga tegishli.
- Tajriba sifatida pishirish uchun pechka yasashingiz mumkin maqolada ko'rsatilgan sxema bo'yicha, lekin ushbu qurilmaning o'z-o'zidan ishlab chiqarilgan ekranining nomukammalligi tufayli ushbu qurilmani doimiy ravishda ishlatish tavsiya etilmaydi, shuning uchun inson tanasi salbiy ta'sir ko'rsatadigan zararli elektromagnit nurlanishga ta'sir qilishi mumkin. sog'likka ta'sir qiladi.
Ishlash printsipi induksion isitishga asoslangan isitish moslamalari induksion isitgichlar deb ataladi. Ular sanoatda ham, kundalik hayotda ham qo'llaniladi va sanoatda ulardan foydalanishning ahamiyatini ortiqcha baholab bo'lmaydi.
Keling, ushbu qurilmalarni batafsil ko'rib chiqaylik.
Induksion isitgichning dizayni va ishlash printsipi
Soddalashtirilgan induksion isitgich uchta komponentdan iborat:
Supero'tkazuvchilar (metall, grafit) novda ma'lum bir tasavvurlar maydonidagi o'tkazgichning ma'lum miqdordagi burilishlaridan iborat bo'lgan g'altakning ichiga u bilan bevosita aloqa qilmasdan joylashtiriladi, shundan so'ng o'zgaruvchan chiziqdan bobin kontaktlariga kuchlanish qo'llaniladi. oqim generatori. G'altakning burilishlari atrofida elektromagnit maydon hosil bo'ladi, uning ta'siri ostida tayoqda Foucault girdobi oqimlari paydo bo'lib, yadroni isitadi. Shunday qilib, yadroga issiqlik o'tkazilmaydi, uning ichida aylanib yuradigan oqimlar ta'siri ostida mustaqil ravishda issiqlik hosil bo'ladi va sovutish suvi yordamida uzatilishi mumkin. Rodning harorati butun massa bo'ylab bir vaqtning o'zida ko'tarilmaydi, lekin sirt qatlamlaridan markazga, yadro materialining issiqlik o'tkazuvchanligiga qarab. Shu bilan birga, o'zgaruvchan tokning chastotasini oshirish induktiv isitishning chuqurligini pasaytiradi, lekin uning intensivligini oshiradi. Maxsus e'tibor yadro atrofidagi lasan ish paytida amalda sovuq bo'lib qolishiga loyiqdir.
Vizual ravishda bu jarayon quyidagicha ko'rinadi:

Ilovalar
Sanoatda induksion isitgichlar quyidagi murakkab jarayonlarni bajarish uchun ishlatiladi:

Kundalik hayotda induksion isitish moslamalari ham juda keng tarqalgan. Ularni qo'llash sohalari:
- maishiy avtonom isitish tizimlari (yozgi uy, kvartira, xususiy uy uchun);
- induksiya plitalar va oshxona uchun plitkalar;
- maishiy metall eritish uchun kichik hajmli tigelli pechlar;
- zargarlik hunarmandchiligi.
Maqolaning asosiy mavzusi induksion isitgich bo'lganligi sababli, biz isitish qozoni haqida batafsil to'xtalamiz, uning asosi sovutish suvini induktiv isitish g'oyasi.
Induksion isitgich - isitish qozoni
Uy egalari o'z uylarida avtonom isitish tizimini o'rnatishni boshlaganligi sababli, isitish qozonlarining samaradorligi masalasi ular uchun eng muhim masalalardan biri bo'lib qolmoqda. Ushbu ko'rsatkich bo'yicha, hech bo'lmaganda elektr energiyasidan issiqlik ishlab chiqaradigan qurilmalar orasida induksion isitish qozonlari etakchi hisoblanadi. Bundan tashqari, taglik isitgichi kabi qurilmaning bir xil parametri bilan taqqoslanmaydigan ularning quvvati katta maydonlarda isitishning asosiy usuli sifatida agregatlardan foydalanishga imkon beradi.
Induksion isitish qozonlari ikkita sxemadan iborat - birlamchi (elektromagnit) va ikkilamchi (issiqlik almashinuvi quvurlari). Kuchlanish konvertori va induksion isitgichli issiqlik generatoridan iborat birinchi sxema elektromagnit maydon hosil qiladi, girdobli oqimlarni hosil qiladi va issiqlik hosil qiladi. Quvurlar tizimiga ega issiqlik almashtirgichni o'z ichiga olgan ikkinchi sxema bu issiqlikni sovutish suvi aylanishi orqali isitish tizimining radiatorlariga o'tkazadi. Sovutgich sifatida toza shaklda yoki qo'shimchalar bilan suv ishlatiladi.
Yuqoridagi ikkita sxemaga qo'shimcha ravishda, isitish tizimi avtomatlashtirishni o'z ichiga oladi, bu qurilmaning alohida komponentlarining ishlashi uchun javobgardir.

Zamonaviy induksion isitish qozonlari faqat yopiq turdagi issiqlik almashinuvi pallasida o'rnatiladi, uning dizaynida membrana tipidagi kengaytirish tanki va majburiy aylanish pompasi mavjud. Sirkulyatsiya pompasidan foydalanish zaruriy chora bo'lib, issiqlik almashtirgichning yuqori isitish intensivligida sovutish suyuqligining kichik hajmiga bog'liq. Imkoniyat tabiiy aylanish bunday tizimda bundan mustasno - nasossiz suv quvurlar orqali harakatlana boshlashdan oldin qaynaydi.

Muhim! Induksion qozon erga ulangan bo'lishi kerak. Bunga qo'shimcha ravishda, isitish tizimini o'rnatishda xavfsizlik nuqtai nazaridan sovutish suvi taqsimlash sxemasi plastik quvurlardan o'rnatilishi yoki polipropilen armatura o'rnatish orqali isitish moslamasi po'lat konturdan ajratilishi kerak.
Induksion isitish qozonlari boshqa elektr isitish moslamalari bilan bir xil tasniflanadi - quvvat, dizayn, iste'mol qilinadigan elektr energiyasi parametrlari bo'yicha. Ammo bu qurilmalar ham ko'ra tasnifga ega konstruktiv yechim elektr qismi.
Induksion qozonlarning turlari
Ishlash printsipi bo'yicha ham, ishlab chiqaruvchining markasi bo'yicha ham belgilangan induksion isitish qozonlarining quyidagi turlari mavjud:
- SAV xilma-xil va ayni paytda savdo belgisi 2007 yildan beri Rossiyaning ZAO NPK INERA kompaniyasi tomonidan ishlab chiqarilgan quvvati 2,5 dan 100 kVt gacha bo'lgan yangi avlod qozonlari;
- VIN - qisqartma nafaqat indüksiyon qurilmasi (vorteksli induksion isitgichlar) nomining qisqartmasi, balki Izhevskning "Alternativ energiya" kompaniyasi tomonidan ishlab chiqarilgan qozonlarning patentlangan nomi.
Induksion isitgichlar SAV
SAV birliklarining ishlashi invertordan foydalanishni talab qilmaydi, induktorga 50 Hz oqim beriladi. Birlamchi o'rash tomonidan qo'zg'atilgan elektromagnit maydon ikkilamchi o'rashda vorteks oqimlarining paydo bo'lishiga olib keladi, bu turdagi qozonlarda rolni bo'lim o'ynaydi. yopiq halqa sovutish suvi quvurlari. Quvurning bu qismi - ikkilamchi o'rash - Foucault oqimlari ta'sirida intensiv ravishda isitiladi va issiqlikni aylanma nasos yordamida isitish tizimida aylanishga majbur bo'lgan sovutish suviga o'tkazadi.

Isitish tizimi radiatorlar yoki labirint usuli yordamida qurilgan bo'lib, u isitish tizimini eslatadi. umumiy maydoni tashqi yuzasi(issiqlik uzatish) quvurlari - isitish davri, kamida, uzunligi minimal bo'lmasligi kerak.

SAV qozonlari 220V va 380V kuchlanish uchun ishlab chiqariladi. Ular suvni sovutish suvi (toza yoki antifriz qo'shimchalari bilan), shuningdek antifriz sifatida ishlatadilar. Qurilmaning to'liq ish kuchiga (sovutish suvi hajmiga qarab) erishish uchun taxminan 5-20 daqiqa davom etadi, bunday qurilmalarning isitgichlarining samaradorligi kamida 98% ni tashkil qiladi. 30 kvadrat metrgacha bo'lgan xonani samarali isitish uchun. 2,5 kVt quvvatga ega indüksiyon qurilmasi etarli, uni avtomatlashtirish va boshqarish tizimlari bilan to'liq sotib olish taxminan 30 ming rublni tashkil qiladi.
VIN isitish moslamalari
Ushbu turdagi qozonlar ishlash printsipi va dizayni bo'yicha yanada rivojlangan bo'lib, bu tabiiy ravishda ularning narxiga ta'sir qiladi. VIN qurilmalarini ishlatish uchun inverter kerak - kiruvchi oqim chastotasini oshirish uchun qurilma. Yuqori chastotali oqim yuqori intensivlikdagi elektromagnit maydon hosil bo'lishiga olib keladi, bu esa, o'z navbatida, ikkilamchi o'rashda kuchliroq oqimlarning paydo bo'lishiga olib keladi. Bundan tashqari, issiqlik almashtirgich va qozon korpusi o'z magnit maydoniga ega bo'lgan ferromagnit qotishmalardan tayyorlanadi. Bu barcha jarayonlarning natijasi issiqlik almashinuvchisi va, tabiiyki, sovutish suyuqligining yuqori isitish intensivligidir.
3 kVt quvvatga ega VIN bloki 35-40 kvadrat metrlik xonani isitish uchun etarli. (iqlim sharoitlariga va tashqi qurilish inshootlarini issiqlik izolatsiyasi sifatiga qarab).

Kattaroq mahsuldorlik tufayli VIN birliklari nafaqat turar-joy isitish tizimlarida, balki issiq suv ta'minoti uchun ham ishlatilishi mumkin. Buning uchun sovutish suvi pallasida avtomatik himoya bilan jihozlangan qo'shimcha saqlash tanklari o'rnatiladi, ularning quvvati issiq suv olish punktlari soniga qarab hisoblanadi. Issiq suv Ushbu konteynerlar uni induksion isitgich orqali to'g'ridan-to'g'ri isitish tizimiga aylantirish orqali ta'minlanadi.

Marketing xarakteristikalari-bayonotlarini baholash
Ko'pgina afzalliklar induksion isitish qozonlariga tegishli, ko'pincha bahs-munozaralarsiz. Keling, ushbu xususiyatlarni sanab o'tamiz va bayonotlarning haqiqatga muvofiqlik darajasini baholaymiz:
Iqtisodiy
Bayonot
Induksion qozonlarda elektr energiyasi iste'moli boshqa elektr isitgichlarga qaraganda 20-30% kamroq.
Fakt
Ishlamaydigan barcha isitish elektr jihozlari mexanik ish, 100% energiya elektr toki issiqlikka aylantiriladi, ularning samaradorligi har doim 100% dan past bo'ladi, lekin qiymat jihatidan farq qiladi turli qurilmalar V turli sharoitlar. 1 kVt issiqlik energiyasini ishlab chiqarish uchun 1 kVt dan ortiq elektr energiyasini iste'mol qilish kerak, ammo qanchalik ko'p bo'lsa, tarqalish muhitining parametrlariga bog'liq. Qozon ichida, albatta, yo'qotishlar ham mavjud - masalan, lasanni isitish uchun, chunki har qanday o'tkazgich materiali qarshilikka ega, ammo bu yo'qotishlarning barchasi bino ichida qoladi.
Muhim! Eski uslubdagi hisoblagichlar (bakelit) zamonaviy elektronlarga qaraganda kamroq (1,6 - 1,8 baravar) elektr energiyasini iste'mol qiladi, chunki ular induksion qozonlarning reaktiv quvvatini hisobga olish uchun mo'ljallanmagan.

Ehtimol, bu fakt induksion qozonlarning samaradorligi haqidagi bayonotni tushuntiradi.
Chidamlilik
Bayonot
Uskunaning yuqori ishonchliligi va uzoq xizmat qilish muddati - 25 yildan ortiq.
Fakt
Haqiqatan ham, harakatlanuvchi qismlarning yo'qligi indüksiyon qozonlarining mexanik aşınmasını yo'q qiladi. Lekin VIN birligi bilan isitish tizimi o'z ichiga oladi aylanma nasos, ularning resursi ancha kamtar. Bundan tashqari, boshqaruv va avtomatlashtirish tizimi, shuningdek, eskirishga moyil bo'lgan ko'plab komponentlardan tashkil topgan mexanizmlarni o'z ichiga oladi.
Induksion isitgich yadrosi doimiy tsiklik isitish va sovutish sharoitida ishlaydi, harorat deformatsiyalari, bu ham salbiy omil hisoblanadi. Shuning uchun induksion qozonlarning resursini deyarli cheksiz deb atash mubolag'adir. Biroq, u haqiqatan ham isitish elementi isitgichlaridan bir necha baravar yuqori.
Butun xizmat muddati davomida xususiyatlarning izchilligi
Bayonot
Quvurlarning ichki yuzasida shkala shakllanishining yo'qligi isitgich va issiqlik almashtirgichning doimiy samaradorligini ta'minlaydi.
Fakt
Skala - bu suv (sovutgich) tarkibidagi tuzlarning cho'kishi. Cheklangan hajmdagi sovutish suyuqligidagi bu aralashmalarning miqdori ham cheklangan va kichikdir, shuning uchun shkalaning isitgichning samaradorligiga ta'siri ahamiyatsiz. Va indüksiyon qozonida ikkilamchi o'rash deyarli doimiy tebranish ostida bo'ladi va shkala shakllanishi umuman sodir bo'lmaydi. Demak, bayonot to'g'ri, faqat uning ahamiyati bo'rttirilgan.
Sukunat
Bayonot
Induksion isitish qozonlarining ishlashi jim bo'lib, ularni boshqa elektr isitgichlardan ajratib turadi.
Fakt
Bayonot haqiqatdir, lekin barcha elektr qozonlari ish paytida shovqin qilmaydi, chunki akustik to'lqinlar ularning tebranish diapazoniga kiritilmagan. Faqat sirkulyatsiya pompasi shovqin qilishi mumkin, ammo agar so'ralsa, siz jim modelni tanlashingiz mumkin.
Kompaktlik
Bayonot
Induksion qozonlar ixchamdir, bu ularni o'rnatish joyini tanlashda qulaydir.
Fakt
Agar siz induksion qozon kaskadidan foydalanmasangiz va issiq suv ta'minoti tizimida bir nechta issiq suv olish punktlari bo'lsa, oraliq rezervuarlarni o'rnatmasangiz, bu to'g'ri, chunki induksion isitgich katta hajmdagi kichik quvur qismidir. o'rash.
Xavfsizlik
Bayonot
Qurilmaning xavfsizligi mutlaqdir.
Fakt
Mutlaqo xavfsiz elektr isitgichlar yo'q. Induksion qurilmalarni ishlatganda, tizimdan sovutish suvi oqishi ehtimolini istisno qilib bo'lmaydi va elektromagnit maydon generatori ishlashni davom ettiradi va bo'sh quvurlar tizimi qiziydi. Bunday vaziyatning paydo bo'lishiga yo'l qo'ymaslik uchun qozon dizayni avtomatik o'chirish moslamasini ta'minlaydi, ammo u ham muvaffaqiyatsiz bo'lishi mumkin.
Shuning uchun, induksion isitgichlar, ba'zi xavfsizlik mezonlari bo'yicha raqobatchilardan ustun bo'lsa-da, to'liq xavfsiz emas.
Induksion isitgichlarning kamchiliklari
- Qurilmalarning yuqori narxi.
- Og'irligi katta, ammo ixcham.
- Tanada va qurilmalarda elektromagnit maydonga ta'sir qiluvchi omil mavjudligi.
Keling, oxirgi nuqtani batafsil ko'rib chiqaylik.
Elektromagnit maydon tirik organizmlarga mikroto'lqinli pechdagi oziq-ovqat kabi ta'sir qiladi - ularni ma'lum bir chuqurlikka qizdiradi va bu oqibatlarga olib kelishi mumkin. Maydonning, shu jumladan odamga ta'sirining intensivligi energiya oqimining zichligi (EFD) kabi ko'rsatkich bilan belgilanadi, bu birlamchi o'rashga beriladigan oqim chastotasining ortishi bilan ortadi. Induksion isitgichlarni ishlatganda, buni kuzatish kerak sanitariya me'yori SanPiN 2.2.4/2.1.8.055-96 da o'rnatilgan PESning chegaraviy qiymati dalaga ta'sir qilish muddatiga bog'liq va, masalan, 8 soatlik ta'sir qilish uchun - 25 mkVt / kv.sm, bir soat - 200 mkVt / sq.sm .
Bundan tashqari, induktor nurlanishi yaqin atrofda joylashgan elektronika va radio jihozlariga salbiy ta'sir qiladi va ish paytida shovqinlarni keltirib chiqaradi.
Muhim! O'zingizni elektromagnit maydonlarning ta'siridan himoya qilish uchun siz qozonni qozon korpusi bilan aloqa qilmaydigan va erga ulangan nozik to'rli (1x1, 2x2 mm) metall to'r (Faraday qafasi) bilan o'rab olishingiz mumkin.
Ishlash qoidalari
Boshqa har qanday kabi induksion isitish qozonlarining xavfsiz ishlashi texnik qurilmalar, ularni o'rnatish va o'rnatishdan keyin foydalanish bilan bog'liq bir qator qoidalarga rioya qilish bilan ta'minlanadi:
- Qozonni topraklama majburiydir.
- Qurilmadan yon tomonlardagi devorlarga masofa kamida 30 sm, qozonning pastki nuqtasidan polgacha - 80 sm, uning yuqori nuqtasidan shiftgacha - 80 sm bo'lishi kerak.
- Induksion qozonlar faqat yopiq kontaktlarning zanglashiga olib o'rnatiladi kengaytirish tanki membrana turi.
- Tizim xavfsizlik asboblari blokini (bosim o'lchagich, havo valfi, ortiqcha bosimni bartaraf etish valfi, haddan tashqari issiqlik uchun avtomatik o'chirish tizimi) o'z ichiga olishi kerak.

Mashhur ishlab chiqaruvchilarning sharhi

Xulosa
Tizimlarni o'rnatish uchun qozonlarning zamonaviy bozori avtonom isitish yuzlab birlik modellari bilan ifodalanadi har xil turlari. Har bir nav uchun narx/sifat mezonining ob'ektivligi har xil. Sotib olishda keyingi umidsizlik xavfi nuqtai nazaridan induksion isitish moslamalari foydasiga tanlov eng oqilona hisoblanadi.