Arralashdan keyin ish qismlarida izlar, pürüzlülük, egrilik va boshqa nuqsonlar mavjud. Yog'ochni rejalashtirishdan maqsad bu nuqsonlarni bartaraf etish va ishlov beriladigan qismlarga kerakli shaklni berish va aniq o'lchamlar. Rejalashtirish qo'lda yoki elektr asboblari bilan amalga oshirilishi mumkin.
Qo'lda tekislash uchun asboblarga quyidagilar kiradi: sherhebel, samolyot, birlashtiruvchi, tsinubel, zenzubel.
Sherhebel yog'ochni dastlabki qo'pol rejalashtirish uchun ishlatiladi. Sherhebel bilan planirovka qilinganidan so'ng, yog'och yuzasi notekis bo'lib, oluklar shaklida oluklar izlari mavjud. Buning sababi shundaki, pichoq pichog'i radiusi 25 mm bo'lgan oval shaklga ega.
Yagona pichoqli planer (27-rasm, a) yog'ochni oldindan tekislash va Sherhebel bilan ishlov berishdan keyin uni tekislash uchun ishlatiladi.
Guruch. 27. Samolyotlar: a - bitta pichoq bilan; b - er-xotin pichoq bilan; c - yig'ilgan pichoq; 1 - chip sindiruvchi; 2 - samolyot pichog'i.
Yog'ochni toza tekislash uchun er-xotin pichoqli samolyot (27-rasm, b) yoki ba'zan deyilganidek, qo'sh tekislik ishlatiladi. Bitta pichoqli samolyotdan farqli o'laroq, qo'shaloq samolyotda pichoqdan tashqari, chipbuzar vazifasini bajaradigan 1-chipbuzar mavjud.
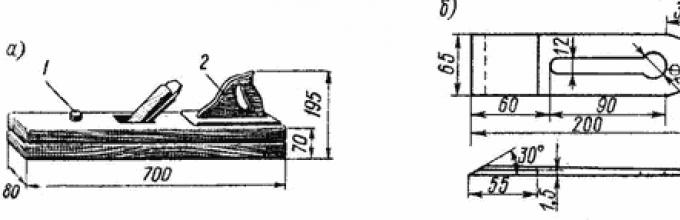
Birlashtiruvchi (28-rasm) katta sirtlarni tekis tekislash va tekislash uchun ishlatiladi. Birlashtiruvchi planerdan deyarli uch barobar uzunroqdir, bu esa uzun sirtlarni rejalashtirish imkonini beradi. Qisqa qismlar tanasi uzunligi 700 mm o'rniga 500 mm bo'lgan yarim birlashtiruvchi bilan planlanadi. Planerlar va yarim birlashtiruvchilar yog'och va metalldan tayyorlanadi.

Guruch. 28. Birlashtiruvchi: a - umumiy ko'rinish; 1 - vilka; 2 - tutqich; b - birlashtiruvchiga pichoq.
Tsinubel - 80 ° burchak ostida o'rnatilgan pichoqli va tishli pichog'iga ega bo'lgan tekislik, yopishtirish va shponlash uchun yog'och yuzasida kichik, deyarli sezilmaydigan oluklar va tuklar hosil qilish uchun ishlatiladi.
Zenzubel (29-rasm) namuna olish uchun ishlatiladi; burmalar va ularni tozalash. Tanadagi yon teshikning mavjudligi rejalashtirish jarayonida chiplarning erkin chiqishini ta'minlaydi. Zenzubel pichoqlari spatulaga o'xshaydi.

Guruch. 29. Zenzubel: a - umumiy ko'rinish; b - takoz; c - tanasi (blok); d - yon ko'rinish; d - pastki ko'rinish; e - tishli pichoq.
Qo'lda tekislash vositasi. Qo'lda rejalashtirish uchun asosiy vosita - bu samolyot. Samolyotning barcha modifikatsiyalari (sherhebel, bitta va ikkita pichoqli samolyot, birlashtiruvchi) printsipial jihatdan bir xil qurilmaga ega (1-rasm); Ular, asosan, olib tashlangan yog'och qatlamining qalinligi va ishlov beriladigan qismning sirtini tozalashning tozaligi bilan farqlanadi. Shunday qilib, agar samolyot qo'pol rejalashtirishni amalga oshirsa (olib tashlangan qatlamning qalinligi 2 ... 3 mm), u holda birlashtiruvchi sirtni tekislashni tugatadi (chiplarning qalinligi 1 mm gacha).
Sherhebel yog'ochni bo'ylab, tolalar bo'ylab va ularga burchak ostida qo'pol ishlov berish uchun ishlatiladi (talaşlar tor va qalin - 3 mm gacha). Bitta pichoq bilan samolyotdan foydalanib, cherhebelni arralash va qo'llashdan keyin sirtni tekislang. Sirt chastotasi nuqtai nazaridan qulayroq bo'lib, bu ikki pichoqli samolyot bo'lib, u sirt kamchiliklarini - tirnash xususiyati va parchalanishni bartaraf etadigan chipbreakerga ega. Yog'och asboblarga qo'shimcha ravishda, asosan, bitta va ikki pichoqli metall sherhebellar va samolyotlar ishlatiladi. ta'mirlash ishlari kvartira sharoitida. Birlashtiruvchi sirtni bezashni amalga oshiradi. U uzun blokga ega bo'lib, uzun qismlarni rejalashtirishda qayta ishlangan sirt sifatiga ijobiy ta'sir ko'rsatadi. Toza va hatto chiplar bo'lmaguncha, birlashtiruvchi bilan samolyot.
Yog'och blokli asbob asosiy ish uchun ishlatiladi va metall taglik va korpus bilan - hollarda yog'och yuzasi asbob shikastlangan bo'lishi mumkin (qattiq uchlarini rejalashtirish, sunta va yog'och bo'lmagan materiallar - plastmassa, pleksiglas, ebonit, qattiq taxta va boshqalar). Jarayonda yog'och asbob qo'llarga kamroq yuk beradi, bu esa kamroq charchoqni bildiradi. Bundan tashqari, bunday asbobning ishqalanishi past, uning sirt ustida sirpanishi metallga qaraganda yaxshiroqdir.
Duradgorlikda ba'zan kichik va tor qismlarni rejalashtirish zarurati tug'iladi. Muntazam duradgorlik asboblari buning uchun juda katta, ammo kichik samolyotlar bu turdagi ishlarga mos keladi.
Mahsulotlarni tekis tekislash orqali qayta ishlashga imkon beradigan asboblardan tashqari, chuqurchalar va qirralarning shaklli ishlov berish uchun maxsus asboblar ham qo'llaniladi (2-rasm).
Selektor to'rtburchaklar qismlarda choraklarni tanlash va qirralarni qayta ishlash uchun ishlatiladi. Falzgebel selektorga o'xshaydi, lekin uning tagligi pog'onali tuzilishga ega. U choraklarni tanlash uchun xizmat qiladi, keyinchalik ular zenzubel bilan tozalanadi.
Zenzubel qismlarning chetlarida to'g'ri burchaklar (chegirmalar) shaklida uzunlamasına oluklarni tanlash uchun ishlatiladi. Bunday zenzubelning pichog'i tekis va temir bo'lagining yon qirrasi bilan to'g'ri burchak hosil qiladi. Boshqa asbob bilan tekislangan burmalarni tozalash uchun qiya temirli zenzubel ishlatiladi. Ushbu turdagi chiselni kaptar profillarini qayta ishlash uchun ishlatiladigan spiral chisel bilan aralashtirib yubormaslik kerak.
Til va truba vositasi to'rtburchaklar qismdagi tor yivlar (tillar) va choraklarni tanlash uchun ishlatiladi, astar esa qismlarning chetlaridagi tizmalar va oluklar uchun ishlatiladi.
Shtapel yordamida qismlarning chetlarida egri chiziqlar hosil bo'ladi; uning bloki va pichog'i konkav, yumaloq yuzaga ega. Kalıplama qismlarning old qirralarini shaklli ishlov berish uchun ishlatiladi. Fileto qismlarga oluklarni tanlash uchun ishlatiladi. Humpback mashinasi konkav va konveks yuzalarni qayta ishlash uchun ishlatiladi.
Yog'och bloklarni sotib olayotganda, xanjar pastdan bosilgan yelkalarda etarli bo'shliqqa va tirqishning chetidan pichoqning oxirigacha bo'lgan masofaga e'tibor bering (yig'ilganda u 2 mm dan oshmasligi kerak) ). Odatda, sotib olingandan so'ng, yog'och bloklar saqlanadi xona harorati taxminan uch oy. Bundan tashqari, yog'och bloklar "moslash uchun" o'rnatiladi, burmalarni olib tashlaydi, qovurg'alarni to'mlaydi, devorlarni silliqlaydi va yon tomonlarini va yuqori qismini moyli lak bilan qoplaydi. Har qanday asbobning kran teshigida chiplar yoki burmalar bo'lmasligi kerak.
Asbobni sozlash. O'rnatish ishlari asbobni qismlarga ajratish va yig'ish, shuningdek, pichoqni almashtirish va mahkamlashni o'z ichiga oladi. Samolyotni qismlarga ajratish uchun quyruq uchini bolg'a bilan engil urish kifoya qiladi va uni yig'ish uchun siz pichoqni qo'yishingiz va oldingi uchiga urishingiz kerak. Binobarin, pichoqning osilishi oldingi uchiga urilganda ortadi va quyruq uchiga urilganda kamayadi. TO gorizontal tekislik pichoq ma'lum bir burchak ostida o'rnatiladi. Sherhebelning asosiy rejalashtirish operatsiyalari uchun bitta va ikkita pichoqli samolyotlar, zenzubel, bu burchak 45 °, zinubel - 80 °. Birlashtiruvchi pichoq uning vilkasini urish orqali chiqariladi.
Samolyotning pichog'i taglikning tekisligidan olinadigan chiplarning qalinligigacha chiqib ketishi kerak. Birinchidan, temir pichoqni o'rnating, so'ngra uning burchaklarini sozlang. At to'g'ri o'rnatish Chipslar barcha sohalarda bir xil kenglikda bo'lishi kerak. Temir bo'lagi shunday mahkamlanadi: poyabzal tagligi bilan taxtaning tekis yuzasiga qo'yiladi va chap qo'l bilan taxtaga bosib, o'ng qo'l bilan temir bo'lagi joyiga kiritiladi. Temir bo'lagi taglik tekisligidan kerakli uzunlikgacha chiqib turadigan tarzda o'rnatiladi: bitta pichoqli tekislik uchun - 1 mm gacha, cherhebel uchun - 3 mm gacha va hokazo. Metall tekisliklar uchun pichoq vint yordamida o'rnatiladi. Har bir sozlashdan so'ng, sinov rejasini o'tkazish kerak.
Er-xotin pichoqlar uchun ikkinchi pichoq, shuningdek, chipbreaker deb ataladi, birinchi pichoqqa nisbatan minimal bo'shliq bilan o'rnatiladi. Samolyotlarni o'rnatishda siz tez-tez pichoqni keskinlashtirishingiz kerak. Uning chiqib ketish tomoni yon chetiga to'g'ri burchak ostida o'tkirlashadi.
Qo'lda rejalashtirish. Planyalash ishlarini boshlashdan oldin, yog'ochni tanlash, ya'ni har qanday qismni ishlab chiqarish uchun yaroqliligini aniqlash kerak. Shu bilan birga, planirovka yo'li bilan olib tashlanishi kerak bo'lgan konvekslar va konkavlar, shuningdek, yog'och nuqsonlari aniqlanadi va ularning ushbu qism uchun maqbulligi aniqlanadi. Planyalash uchun ishlov beriladigan qismni yog'och tolalarining yo'nalishi rejalashtirish yo'nalishiga to'g'ri kelishi uchun mahkamlash kerak. Ish qismining egilishi mahkamlashning biroz bo'shashishi kerakligini ko'rsatadi. Planyalashning boshida asbob chap qo'l bilan bosiladi, o'rtada ikkala qo'lning harakatlari tenglashtiriladi va oxirida ular bosiladi. o'ng qo'l qismning uchini egmaslik uchun. Samolyotni xotirjam, sekin, lekin ishonchli tarzda, to'liq tezlikda, asbobni barcha sohalarda bir tekis taqsimlang. Ishchi tanasi oldinga bir oz egilib, chap oyog'i oldinga cho'zilgan, o'ng oyog'i esa chapga nisbatan 70 ° burchak ostida bo'lishi kerak. Planyalash sifati o'lchagich, yaxshi kalibrlangan barlar va kvadrat bilan nazorat qilinadi. Agar o'lchagich va rejalashtirilgan ish qismi o'rtasida bo'shliqlar bo'lmasa, asbob bilan ishlash tugallanadi.
Rejalashda sirtning tozaligi chiplar maydalangan joydan pichoq pichog'igacha bo'lgan masofaga bog'liq (chip teshik teshigidan qanchalik yaqin bo'lsa, tekislash shunchalik tozalanadi), shuningdek chipning tikligiga bog'liq. teshik teshigiga kirayotganda egilib (tik burma pichoq bilan tezroq kesiladi, natijada qisqaroq uzunlikdagi chip hosil bo'ladi). Ikkita pichoqli samolyotda chiplarni sindirish funktsiyasi ikkinchi pichoq tomonidan amalga oshiriladi va birinchi pichoqning pichog'iga qanchalik yaqin bo'lsa, sirt toza bo'ladi. Odatda, chipbreakerning kengligi (ikkinchi pichoq) birinchi pichoqning kengligidan oshmaydi. Bo'shliqning holati va pichoqlarning kesish qismi kran teshigidan chiqadigan chiplar turiga qarab aniqlanishi mumkin. Agar chipbreaker zerikarli bo'lsa, chiplar to'g'ridan-to'g'ri chiqadi va planirovka yuzasi toza bo'lsa, u juda o'tkir bo'lsa, chiplar halqalarda chiqadi, shuning uchun chipbreakerning o'tkir qirrasi biroz xiralashgan.
Yog'ochni rejalashtirish
1.6.1. Qo'lda tekislash uchun asboblar. Arralashdan keyin ish qismlarida xavf, pürüzlülük va egrilik mavjud. Ushbu kamchiliklarning barchasi rejalashtirish orqali yo'q qilinadi. Bundan tashqari, rejalashtirishda ish qismlari beriladi kerakli shakl. Qo'lda rejalashtirish uchun yog'och tekisliklar ishlatiladi. Planer (21-rasm, A) yog'och korpusdan iborat 1, uning ichiga pichoq 5 solingan, xanjar bilan mahkam bog'langan 4. Takoz kran teshigining yon tomonlarida qilingan yelkalarga tayanadi 3. Pichoq biriktirilgan kran teshigi yuzasi tekisligi uning mahkam o'rnatilishini ta'minlashi kerak. Pichoqni silkitishga yo'l qo'yilmaydi. Tovoqda 8 samolyot, ya'ni. tananing pastki qismida kengligi (5,7 ± 0,5 ... 1) mm bo'lgan tor tirqish (oraliq) mavjud bo'lib, u orqali pichoq pichog'i taglikdan tashqariga chiqadi.
uchun yaxshiroq ish samolyot bilan va uni material bo'ylab qulay tarzda harakatlantirib, old qismida shox 2 bor, tekislik tagligi tekis va silliq bo'lishi kerak. Dazmol tagligi aşınmaya tobe bo'lganligi sababli, u shox, chinor, oq akatsiya, kul yoki olxa yog'ochidan yopishtirilgan. Shox, to'xtash, xanjar va yostiqlar tana tagini yasash uchun mo'ljallangan yog'ochdan, qayin, qayin yoki qayin po'stlog'idan tayyorlanadi. Tutqichlar PF-A qoplamasiz kontrplakdan qilingan. Samolyot tagini va astarni suv o'tkazmaydigan yopishtiruvchi moddalar bilan yopishtiring. Samolyot yoki bo'g'in yasash uchun yog'ochda yoriqlar, chirigan, nihollar, chuvalchanglar, eritilmagan tugunlar, qatron cho'ntaklari va boshqalar bo'lmasligi kerak, uning namligi (10 ± 2)% bo'lishi kerak.
Samolyotlar va bo'g'inlar qismlarining sirtlari, korpuslarning tagligi (pedlar) va pichoqqa ulashgan xanjar yuzasi bundan mustasno, engil suv o'tkazmaydigan lak bilan qoplangan.
Sherhebel (21-rasm, b) yog'ochni don bo'ylab, bo'ylab va burchak ostida qo'pol rejalashtirish uchun mo'ljallangan. Sherhebel bilan rejalashtirishdan so'ng, yog'och yuzasi notekis - oluklar shaklida oluklar izlari bilan. Buning sababi shundaki, pichoq pichog'i radiusi 35 mm bo'lgan oval shaklga ega. Ish paytida pichoq 3 mm gacha chiqariladi. Sherhebel bilan ishlaganda, talaşlar tor va qalin bo'ladi. Sherhebelning vazni 0,82 kg. Bitta pichoqli planer (21-rasm, V) Sherhebel bilan ishlov berilgandan so'ng arralash yoki tekislashdan keyin sirtni tekislash uchun ishlatiladi. Kengligi 40...50 mm bo'lgan pichoqning pichog'i to'g'ri, u 1 mm cho'ziladi. Bu tekislikda chipbreaker (dumg'aza) bo'lmaganligi sababli, chiplar buzilmasdan hosil bo'ladi, shuning uchun ishlov beriladigan yog'och yuzasi ko'pincha burmalar va ba'zan chiplar hosil qiladi. Og'irligi 0,9 kg.
Ikki pichoqli planer (21-rasm, G) yog'ochni nozik tekislash, uchlarini kesish, shuningdek, burmali yog'och va yog'ochni kesish uchun ishlatiladi. Pichoqqa qo'shimcha ravishda, bu samolyotda qarshi chipbreaker mavjud 12. Chip sindirgichning mavjudligi rejalashtirish sifatini yaxshilaydi, chunki chiplar ajratilgandan so'ng, pichoq ko'tariladi, egiladi va chip to'xtatuvchiga tushib, sinadi. Ajratilgandan so'ng chiplarning sinishi yog'och yuzasida parchalanish yoki parchalanish ehtimolini oldini oladi. Og'irligi 0,97 kg. Pichoqqa qanchalik yaqinroq bo'lsa, chip sindirish moslamasi o'rnatilgan bo'lsa, u chiplarni tezroq sindirib tashlaydi, shuning uchun yog'ochni yaxshiroq qayta ishlash uchun chip sindiruvchi pichoqqa yaqinroq joylashtiriladi, ammo shu bilan birga shuni hisobga olish kerakki, chipbuzar juda yaqin (2 mm dan kam) joylashtirish mumkin emas, chunki chiplar pichoq ostiga yopishib qoladi va tekislash qiyin bo'ladi.
Yog'ochni tekislash uchun yog'och tekisliklardan tashqari, metall sherhebellar va bitta va qo'sh pichoqli samolyotlar ishlatiladi (19-rasm).
Guruch. 21. Planyachilar:
A - umumiy ko'rinish; b - sherhebel; V - bitta pichoq bilan; G- ikki pichoq bilan; 1 – ramka; 2 - shox; 3 – kirish; 4 – xanjar; 5 – pichoq; 6 – ta'kidlash;
7 - vilka; 8 – soley; 9 – sherhebel pichog'i; 10 – bitta tekis pichoq; 11 – ikki tekis pichoq; 12 – chipbuzar; 13 – chipbreaker bilan pichoq.
Planer - bu pichoq o'rnatilgan metall korpus. 4, korpusga vint bilan mahkamlangan 3. Shox 2 va qalam 5 yog'ochdan yasalgan. Chiqarilgan chiplar miqdori pichoqning kengaytmasi bilan nazorat qilinadi. Buning uchun vintni bo'shatish kerak 3 va pichoqni harakatga keltiring 4 kerakli miqdorgacha yuqoriga yoki pastga tushiring va keyin vintni qayta torting.

Guruch. 22. Metall tekisliklar:
A - sherhebel; b- bitta samolyot
pichoq bilan; V– ikki pichoqli samolyot;
1 - ramka; 2 - shox tutqichi; 3 – vint; 4 – pichoq; 5 - tutqich; 6 – yadro;
7 - qisqich; 8 – pichoq asosi
Metall tekisliklar yog'och tekisliklarga qaraganda 1,5...1,7 marta og'irroq bo'lib, birinchi navbatda qattiq yog'ochni tekislash va ta'mirlash ishlari uchun ishlatiladi.
Birlashtiruvchi (23-rasm) yakuniy tugatish rejalashtirish uchun, shuningdek, alohida qismlarni birlashtirish uchun ishlatiladi. Birlashtiruvchi samolyotdan deyarli 3 baravar uzunroqdir, bu esa u bilan uzun qismlarni rejalashtirish imkonini beradi. Korpusdagi birlashtiruvchining old qismida tiqin 7 mavjud bo'lib, bolg'acha zarbasi bilan pichoq musluk teshigidan tanadan chiqib ketadi. Pichoq pichog'i 1 mm tashqariga chiqishi kerak. To'lqinsimon sirtli yog'och birlashtiruvchi bilan ishlov berilganda, mayda bo'laklar shaklida chiplar olinadi va takrorlanganda, sirt silliq bo'lganligi sababli, tekislash tugallanishi kerakligini ko'rsatadigan uzluksiz yupqa chiplar hosil bo'ladi. Og'irligi 3,25 kg.
Qisqaroq qismlar qisqaroq korpusga ega bo'lgan yarim birlashtiruvchi bilan ishlov beriladi (650 mm o'rniga 530).
Shishgan va jingalak bo'lgan yog'ochni tozalash uchun tanasi qisqartirilgan tekislikdan foydalaning - silliqlash mashinasi. Zımpara tor tirqishi (5 mm kengligida) va ortib borayotgan qo'shimcha burchakka (60 °) ega, buning natijasida ishlayotganda u ingichka chiplarni olib tashlaydi va yog'och yuzasi tozaroq ishlov beradi. Pichoq pichog'i 0,5 mm ga cho'ziladi. 
Guruch. 23. Birlashtiruvchi:
A - umumiy ko'rinish; b - birlashtiruvchi pichoq; 1 - qo'ziqorin; 2 – qalam

Guruch. 24. Tsinubel: A- umumiy ko'rinish; b - doljinli pichoq
Tsinubel (24-rasm) yopishtirish (shponlash) uchun yog'och yuzasida kichik, deyarli sezilmaydigan oluklar va tuklar hosil qilish uchun xizmat qiladi. Pichoqda tishli pichoq bor. Tzinubelada tishli pichoqni oddiy pichoq bilan almashtirganda, u maydalagich sifatida ishlatiladi.
Oxirgi tekislik (25-rasm) oddiy tekislik sifatida va uchlarini rejalashtirish uchun tekislik sifatida ishlatiladi, chunki unda yon sirtga burchak ostida o'rnatilgan pichoq rejalashtirish jarayonini osonlashtiradi va ishlov berish sifatini yaxshilaydi. Kengashning o'qiga burchak ostida rejalashtirishda oxirgi tekislik sifatida oddiy tekislikdan foydalanish mumkin.
Zenzubel (26-rasm) duradgorlik qismlarida choraklarni qo'lda tanlash va yalang'ochlash uchun ishlatiladi. Zenzubelning tanasi baland (80 mm) va tekis taglik bilan tor. Tanadagi yon teshikning mavjudligi rejalashtirish jarayonida chiplarning erkin chiqishini ta'minlaydi va ishlov berish sifatini yaxshilaydi. Zenzubel pichog'i yon va pastki qismida keskinlikka ega, buning natijasida u ishlayotganda chorakni tashkil qiladi. Og'irligi 0,38, kg.
Chegirma (27-rasm) duradgorlik qismlarida choraklarni tanlash uchun ishlatiladi; zenzubeldan farqli o'laroq, u pog'onali taglikka ega. Og'irligi 0,5 kg.
Kambag'al kitlar (28-rasm a, b) konkav va qavariq sirtlarni tekislash uchun ishlatiladi. Kambag'al baliqning tanasi butun uzunligi bo'ylab (doimiy egrilik bilan) konveks yoki konkav shaklga ega bo'lib, u ishlov beriladigan qismning profiliga (egriligiga) mos kelishi kerak. Dumba pichog'i tekis pichoqqa ega. Kambaqa uzunligi 100...250 mm , kengligi va balandligi 60 mm.
Til va qoziq qoziq (28-rasm, Va) qismlarning chetlari va yuzlaridagi til va yivli yivlarni qo'lda tanlash uchun mo'ljallangan. U vintlar bilan bog'langan ikkita korpusdan iborat bo'lib, korpuslardan biriga pichoq biriktirilgan.

Guruch. 25. Yakuniy tekislik: A- umumiy ko'rinish; b - samolyot tagligi

Guruch. 26. Zenzubel: A - umumiy ko'rinish; b - xanjar; V - ishning yon ko'rinishi;
G - pastki ko'rinish; d - zenzubel pichog'i
Korpuslar qismning chetidan yivning (tilning) kerakli masofasiga o'rnatiladi. Turli kenglikdagi oluklarni kesish uchun pichoqlar to'plami mavjud. Til va truba uzunligi 250 mm, kengligi 20 mm, balandligi 80 mm . Og'irligi 1,1 kg.
Tuproq trubkasi (28-rasm, Kimga) truba qilish, shuningdek, mukofot bilan tanlangan trapezoidal truba tozalash uchun xizmat qiladi.
 Galtel (28-rasm, h) turli egrilik radiusi bilan har xil kenglikdagi yoki chuqurlikdagi oluklar hosil qiladi. Fileto tanasi qavariq taglikka ega. Temir bo'lagining kesuvchi qirrasi yumaloq, teshigi orqali. Yon qobiq shaklidagi teshiklar faqat juda tor bloklarda amalga oshiriladi. Fileto uzunligi 250 mm ,
kengligi 10...25 mm, balandligi 60...80 mm.
Galtel (28-rasm, h) turli egrilik radiusi bilan har xil kenglikdagi yoki chuqurlikdagi oluklar hosil qiladi. Fileto tanasi qavariq taglikka ega. Temir bo'lagining kesuvchi qirrasi yumaloq, teshigi orqali. Yon qobiq shaklidagi teshiklar faqat juda tor bloklarda amalga oshiriladi. Fileto uzunligi 250 mm ,
kengligi 10...25 mm, balandligi 60...80 mm.
Bosh qarorgoh (28-rasm, d) qismlarning yumaloq qirralarini shakllantirish uchun mo'ljallangan. Tananing asosi va pichoq konkav shaklga ega.
Kalevki yoki selektorlar (28-rasm, e) qismlarning chetlarini profilga ishlov berishni amalga oshirish. Dazmol tagligi qismning oyna (teskari) profil shakliga ega. Turli xil profillarni qayta ishlash uchun qoliplash asboblari to'plami mavjud.
Korniş (28, va) murakkab profilli korniş barlari va platbandsni qayta ishlash uchun vosita.

Guruch. 28. Profilni tekislash uchun asbob:
A - yog'och dumba kitlar; b- metall dumba; V– zenzubel va uning bezlari – tekis va qiya; G– katlamali hebel va uning temir bo‘laklari – tekis va qiya; d– xodimlar gobellari (ko‘ndalang kesimlar); V– qoliplangan dazmolning kesish qirralarining shakli; va– kornişning kesuvchi qismi (yuqorida) va ishlatilgan korniş bar; h- fileto; Va- til va truba;
Kimga- primer: 1 - blok, 2 - yong'oqlar, 3 - bar, 4 - yong'oqlar, 5 - vintlardek
1.6.2. Qo'lda rejalashtirish. Yog'ochni rejalashtirish ishlari rejalashtirish uchun material tanlash, pichoqlarni keskinlashtirish, asboblarni o'rnatish, rejalashtirish va bajarilgan ishlarning sifatini tekshirishni o'z ichiga oladi.
Materialni tanlashda tolalarning old tomoni va yo'nalishi aniqlanadi, unda tekislash yo'li bilan olib tashlanishi kerak bo'lgan qavariqlar yoki bo'shliqlar bor-yo'qligi aniqlanadi, yog'och nuqsonlari aniqlanadi va ular ushbu materialdan tayyorlangan qismlarga mos keladimi yoki yo'qmi aniqlanadi. .
Samolyotlar va bo'g'inlarning pichoqlari karborund yoki qumtosh g'ildiragi bilan o'tkirlashgichda o'tkirlashadi (29-rasm). Pichoqlarni o'tkirlash uchun o'tkirlashtiruvchi - bu diametri taxminan 500 mm bo'lgan dumaloq o'tkir tosh o'rnatilgan metall mil. Mil o'tkirlash jarayonida g'ildirakni namlash uchun suv quyiladigan chuqurning ustida joylashgan. Mil elektr motor yoki qo'lda boshqariladi.

Guruch. 29. Ho'l o'tkirlashtirgichda pichoqlarni charxlash uchun asboblar:
A– rolikli va vintli qisqichli qisqich; b- tutqich shabloni
O'tkirlashtirgich to'xtash joyi bilan jihozlangan bo'lishi kerak, bunda pichoq rolikli qisqich yordamida yoki uning o'rnini o'rnatishga nisbatan o'rnatadigan qo'l shabloni yordamida aylantiruvchi taroqda ushlab turiladi. maydalagich, va himoya visor.
Pichoqlarni charxlashda charxlash g'ildiragi pichoqqa qarshi aylanadi, pichoq esa o'ng qo'l bilan kerakli burchak ostida to'g'ridan-to'g'ri, buzilmasdan, uni g'ildirakka bir tekis bosib ushlab turiladi va pichoq chap qo'l bilan tayanib turadi. Qarama-qarshi tomonda burmalar paydo bo'lguncha pichoqni ho'l o'tkirroqda o'tkirlang.
Agar burmalar ahamiyatsiz bo'lsa, ingichka va hatto chiziqlar shaklida bo'lsa, o'tkirlash qoniqarli deb hisoblanadi. Pichoqni keskinlashtirish jarayonida qattiq bosilganda katta, katta burmalar hosil bo'ladi. Shuning uchun, pichoq aylanaga mahkam bosiladi, lekin kuch bilan emas. Keskinlik jarayonida keskinlik burchagi (25 ± 5) ° da saqlanishi kerak. Agar burmalar pichoqdan olib tashlanmasa, uni ishlatish mumkin emas, chunki u tezda xira bo'ladi.
Pichoqlarni o'tkirlashtirgichda o'tkirlashda siz g'ildirakdan bir oz uzoqroq turishingiz va himoya ko'zoynagi taqishingiz kerak, chunki paydo bo'ladigan uchqunlar va uchib ketadigan mayda tosh bo'laklari (abraziv moddalar) ko'zingizga tushishi mumkin.
Pichoqlar BP tipidagi nozik taneli o'tkir toshlarda o'tkirlashadi, ularning yordami bilan pichoqlarning chandiqlaridan burmalar va tirqishlar chiqariladi. Barlarni kerosin yoki suv tomchilari bilan namlash kerak.
To'g'ri chiziqli harakatlar bilan o'tkirlashda o'ng qo'l bilan pichoqni quyruq qismidan oling va paskani blokga mahkam qo'ying va chap qo'l bilan blokga bosing, so'ngra pichoqni blok bo'ylab oldinga va orqaga siljiting. keskinlik burchagini saqlab, bir xil harakatlar (30-rasm, d). Dumaloq harakatlar bilan o'tkirlashda, pichoq ham qo'llaringiz bilan quyruq qismidan olinadi va pahni blokga bosib, tosh yuzasi bo'ylab doimiy va bir xil dumaloq harakatlar bilan harakatlantiring (30-rasm, e).

Guruch. 30. O'tkirlashtiruvchi planer pichoqlari:
A– ho‘l o‘tkirlashda o‘tkirlashda pichoqning holati; b– tosh ustida ishlaganda pichoqning holati; V - pahning keskinligini tekshirish; G- pichoq pichog'ini "ko'z bilan" tekshirish tartibi; d– abraziv toshda charxlash (to‘g‘ri chiziqli harakatlar bilan); e - abraziv tosh ustida o'tkirlash (dumaloq harakatda);
1 , 2 – noto'g'ri; 3 – To'g'ri
Sherhebel profilli pichoqlar va filetalar toshlar ustida o'tkirlashadi yoki fayllar bilan o'tkirlashadi va toshlar yoki zımpara va moy bilan (pasta shaklida) kesiladi. Pichoqlarni to'g'ri charxlash (30-rasm, V) shablon, chizg‘ich va kvadrat yordamida, o‘tkirlash burchagi shablon yordamida, to‘g‘riligi chizg‘ich va kvadrat yordamida tekshiriladi. To'g'ri o'tkirlangan pichoq o'lchagichga mahkam o'rnashgan, bo'shliqlarsiz pichoqqa ega bo'lishi kerak. Pichoq pichog'i sochni kesishi mumkin bo'lsa, o'tkir hisoblanadi.
Pichoqlar o'tkir tosh bilan o'tkirlashadi - nozik taneli tosh. Tahrir qilishdan oldin, toshbo'ron mineral moy yoki kerosin bilan namlanadi. O'tkirlash jarayonida toshlar tuzlanganligi sababli ular vaqti-vaqti bilan kerosin bilan yuviladi. Bilakchadagi pichoq dumaloq harakatda o'rnatiladi, lekin uni qo'zg'almas pichoqning qirrasi bo'ylab siljitish orqali sozlash mumkin. Ishchi pichoqni qirrali toshga qo'yadi va uning bo'ylab aylana bo'ylab harakat qiladi, o'tkirlash burchagini saqlaydi, so'ngra pichoqni boshqa tomoni bilan bilaguzukga qo'yadi, shuningdek, burmalar paydo bo'lguncha aylanma harakatda harakat qiladi. butunlay olib tashlandi.
Elektr charxlagichlar duradgorlik asboblarini charxlash uchun ishlatiladi (samolyot pichoqlari, keskilar, keskilar).
O'tkirlash asboblari uchun elektr charxlagichlar (31, 32, 33-rasm) o'tkirlash toshlari o'rnatilgan metall mildir. Milya elektr motorining qopqoqlarida joylashgan ikkita podshipnikga tayanadi.

Guruch. 31. Elektr maydalagich

Guruch. 32. Elektr charxlagich ET – 75.
1 - to'shak, 2 - toshni mahkamlash moslamasi, 3 - elektr motor, 4 - silliqlash g'ildiragi korpusi, 5 - uy-joy korpusi, 6 - uzunlamasına besleme birligi,
7 o'zaro besleme birligi, 8 – topraklama murvati, 9 - o'zaro beslemeli tirgakli halqa, 10 - uzunlamasına (ishchi) harakatlar uchun tutqich;
11 - mikroswitch, 12 - magnit starter, 13 - tugmachali stantsiya, 14 - qopqoq, 15 – planer pichoqlarini mahkamlash uchun qurilma, 16 - asboblar to'plami; 17 - moy muhri, 18 – hammom

Guruch. 33. ET dagi toshni mahkamlash bloki – 75.
1 – silliqlash g'ildiragi, 2 - toshni mahkamlash moslamasining harakatlanuvchi qismi,
3 – kalit, 4 - kir yuvish mashinasi, 5 - siqish vinti, 6 - elektr motor mili
Planerlar va bo'g'inlarni o'rnatish pichoqlarni almashtirish uchun asbobni qismlarga ajratish, pichoqni o'rnatish va mahkamlashdan iborat.
Samolyot quyidagicha qismlarga ajratiladi. Ular uni ichkariga olishadi chap qo'l va orqa uchini bolg'a bilan engil urib, takozni bo'shatadi, shundan so'ng takoz va pichoq osongina chiqariladi. Keyin o'tkir pichoq va xanjar kran teshigiga kiritiladi va samolyotning oldingi uchiga (frontal qismida) uriladi (34-rasm). Takoz pichoqqa mahkam o'rnatilishi kerak, pichoq pichog'i tekislik tagidan kerakli miqdorda (buzilmagan holda) bir tekis chiqib ketishi kerak.

Guruch. 34. Planer pad:
A– pichoqni mahkamlash yoki bo'shatishda samolyotning holati;
b– pichoqni bo'shatish va bo'shatish uchun samolyotning uchiga urilganda bolg'a va tekislikning holati; V- pichoqni o'rnatish (bog'lash) yoki oldinga oziqlantirishda samolyot va bolg'aning holati; G– pichoqni bolg'a bilan oldinga boqish usuli; d - pichoqni bolg'a bilan mahkamlash (o'rnatish);
G- pichoqning tana tagidan to'g'ri chiqarilishini "ko'z bilan" tekshirish
Samolyotning orqa uchida bolg'acha zarbasi pichog'ining chiqib ketish miqdorini kamaytiring va uni pichoqning burchagi ko'proq ko'rinadigan pichoqning dumida (uchida) bolg'aning zaif zarbalari bilan oshiring. Pichoqning to'g'ri chiqarilishi "ko'z bilan" tekislikni ko'z darajasida taglik bilan yuqoriga ko'tarish orqali tekshiriladi. Agar bir vaqtning o'zida pichoq tor chiziq - ip shaklida ko'rinadigan bo'lsa, pichoq to'g'ri "o'tirgan". Pichoq sherhebel uchun gorizontal tekislikka (taglik tekisligiga) nisbatan old qirrasi bilan, bitta va ikkita pichoqli tekisliklar, zenzubel, katlamali hebel uchun 45 ° burchak ostida va zinubel uchun burchak ostida o'rnatiladi. 80°.
1.6.3. Rejalashtirish texnikasi. Rejalashtirishdan oldin qo'l asboblari Ish qismini diqqat bilan tekshirishingiz kerak, tolalar yo'nalishini va old tomonini aniqlang.
Yog'ochni don bo'ylab rejalashtirish kerak, chunki bu silliqroq sirtga olib keladi va rejalashtirishga kamroq kuch sarflanadi.
Asbobga bir tekis bosim o'tkazgan holda, qo'llaringizni to'liq harakatga keltirish orqali rejalashtirishingiz kerak. Bunday holda, tananing tanasi biroz oldinga egilib, rejalashtirish paytida harakatsiz qolishi kerak. Rejalashtirish tananing emas, qo'llarning harakati orqali amalga oshirilishi kerak, aks holda ishchi tezda charchaydi.
Ishlov beriladigan buyum taroq (to'xtash) va o'rindiq o'rtasida dastgohga o'rnatiladi, shunda tolalar yo'nalishi tekislash yo'nalishiga to'g'ri keladi. Ish qismi egilmasdan ish stolida mahkam yotishi kerak.
O'ng qo'lingiz bilan tananing quyruq qismini, chap qo'lingiz bilan shoxni oling va samolyotni ishlov beriladigan qismga qo'ying. Rejalashtirish boshida (35-rasm, a, 1) chap qo'lingiz bilan samolyotning old tomoniga, o'ng qo'lingiz bilan esa orqaga ozgina bosing.
Planyalashning o'rtasida (35-rasm, a, 2) butun tekislikka teng va teng ravishda bosing va rejalashtirish oxirida (35-rasm, A, 3), Samolyot ishlov beriladigan qismni tark etganda, ishlov beriladigan qismning oxirini "to'ldirmaslik" uchun o'ng qo'lingizdagi bosimni oshirishingiz kerak. Samolyotni orqaga qaytarish zarur bo'lsa, uning orqa qismini ko'taring va harakatlantiring. Birinchidan, ish qismini don yo'nalishi bo'yicha sherhebel (o'tkir) burchak bilan rejalashtiring, chunki agar siz ushbu asbob bilan don bo'ylab tekislashsangiz, ortiqcha yog'ochni olib tashlashingiz mumkin.
Sherhebel bilan o'ralgan joylarni qayta ishlashda siz qalin talaşlarni olib tashlamasligingiz kerak, chunki yog'och parchalanishi mumkin va ishlov beriladigan qism keyingi ishlov berish uchun yaroqsiz bo'lib qoladi.
Sherhebel bilan rejalashtirishdan so'ng, qismning yuzasi bitta pichoq bilan tekislik bilan tekislanadi. Qism nihoyat er-xotin pichoq yoki yarim bo'g'inli tekislik bilan tozalanadi, bu ishlov berilgan blokning sirtini tekislaydi.

Guruch. 35. Rejalashtirish texnikasi:
A- samolyot; b - birlashtiruvchi; V - oxirini sizdan uzoqlashtirish; G- oxirini o'zingizga qarab rejalashtirish; d - zenzubel bilan chorakni tanlash; 1, 2, 3 – rejalashtirish boshida, o'rtasida va oxirida tekislikdagi bosim; 4 – dastlabki chorak tanlovi; 5 – chorak tanlash; 6 – chorakni tozalash
To'rtburchaklar blankalar kam sonli nuqsonlarga ega bo'lgan old tomondan rejalashtirila boshlaydi. Old tomonni qayta ishlagandan so'ng, tekislash sifatini don bo'ylab va bo'ylab o'lchagich bilan tekshiring va agar ishlov beriladigan qism keng bo'lsa, diagonal bo'lsa. Agar o'lchagich va ishlov beriladigan ish qismining chekkasi o'rtasida bo'shliqlar bo'lmasa, ishlov berish qoniqarli deb hisoblanishi kerak. Shundan so'ng, ishlov beriladigan qismning qirrasi bitta yoki ikkita pichoq bilan tekislik bilan tekislanadi. Qirra va yuzning kvadrati kvadrat bilan tekshiriladi. Keyin kerakli o'lchamlarni saqlab qolgan holda, yuzsiz yuz va ikkinchi chekka rejalashtiriladi.
Barlar quyidagicha rejalashtiriladi: ular ish stoliga yotqiziladi va mahkamlanadi; blok yuzasidagi nosimmetrikliklar sherhebel, tekislik bilan tekislanadi, so'ngra sirt birlashtiruvchi bilan tekislanadi, shundan so'ng blok buriladi va boshqa tomonlari mos ravishda planlanadi.
Birlashtiruvchi bilan ishlaganda (35-rasm, b) o'ng qo'lingiz bilan tutqichni oling va vilka orqasida chap qo'lingiz bilan birlashtiruvchi korpusni bir oz ushlab turing. Qismning bir qismini kenglikda rejalashtirgandan so'ng, ular boshqa qismni qayta ishlashga o'tadilar. Birlashtiruvchi samolyotlar chiplarni to'xtatmasdan, bir qadamda. Juda uzun ish qismlarini qayta ishlashda ishchi ish qismi bo'ylab oldinga siljishi kerak.
Yelimlash uchun birlashtirganda, ish qismlarini juft yoki hatto uchta bo'lak bilan qayta ishlash kerak.
Asbob bilan ishlaganda, dastgohda turing, tanangizni bir oz oldinga egib, chap oyog'ingizni ish stoli bo'ylab, o'ng oyog'ingizni qo'ying. -ga nisbatan chapga 70 ° burchak ostida.
Tugatishni rejalashtirishda avval uchining bir chetini sizdan uzoqroqda rejalashtiring (35-rasm, V) qismning o'rtasiga, keyin ikkinchisi sizga qarab (35-rasm, G). Ushbu usul bilan sirt va qirralarning bo'laklari va chiplarini tekislash ishlamaydi. Yoriqlar paydo bo'lishining oldini olish uchun blokning yon tomonlarini rejalashtirishdan oldin uchlarini qayta ishlash tavsiya etiladi.
Zenzubel chorakni tanlaydi (35-rasm, e) oldindan tayyorlangan belgilarga muvofiq. Chorakning dastlabki tanlovi quyidagicha amalga oshiriladi: o'ng qo'l bilan tananing orqa qismini va chap qo'l bilan pichoq orqasidagi taglikni oling va bosh barmog'i rasmda ko'rsatilganidek, tananing tepasiga joylashtirilgan.
Rejalash markirovka chizig'idan (belgilar) qisqa masofada amalga oshiriladi va chiplar chorak chuqurlikda (taxminan 3 ... 4 mm) chiqariladi. Blokning butun uzunligi bo'ylab chorak qismlarini tanlagandan so'ng, belgilardan tashqariga chiqmaslik uchun qo'llaringizning to'liq kengligi bilan ishlash uchun zenzubeldan foydalaning. Chorakni tanlagandan so'ng, u tozalanadi, buning uchun zenzubel tanasining orqa uchi o'ng qo'l bilan, yuqori qismi esa chap qo'l bilan olinadi.
Chorak quyon zenzubel bilan bir xil tarzda tanlanadi, lekin oldindan belgilanmagan, chunki quyonning pog'onali tagligi chorak hajmini aniqlaydi.
1.6.4. Mexaniklashtirilgan yog'ochni qayta ishlash uchun asboblar. Qo'lda ishlaydigan elektr samolyotlar yog'ochni don bo'ylab maydalash uchun mo'ljallangan. Planer (36-rasm) o'rnatilgan elektr motoridan iborat 3, rotori ikkita rulmanda aylanadi. Rotor milining oxirida V-kamar qo'zg'alishini boshqaradigan qo'zg'aysan kasnagi mavjud. Pichoq barabanining (to'sarning) ikkita tekis pichoq bilan aylanishi rotor milidan V-tasmali haydovchi yordamida amalga oshiriladi.

Guruch. 36. IE – 5708 qo'lda ishlaydigan elektr planer:
1 – qalam; 2 - ramka; 3 - elektr motor; 4 - asosiy tutqich;
5 – oqim manbai kabeli; 6 – orqa chang'i statsionar;
7 - oldingi harakatlanuvchi chang'i
Samolyot korpusi (qattiq), panellar (chang'i) bilan birga old (harakatlanuvchi) 7 va orqa 6 quymasiga ega. Maxsus mexanizm oldingi chang'ilarni tushiradi va ko'taradi, shu bilan frezalash chuqurligini sozlash (planirovka qilish). Siz samolyotdan foydalanishingiz mumkin
uni yarim statsionar dastgoh sifatida ishlating, panellari yuqoriga qaratib stol yoki ish stoliga mahkamlang va qo'llaringizni barabanga (tegirmonga) pichoq bilan tushishdan himoya qiluvchi olinadigan himoya qo'riqchini o'rnating.
1.6.5. Qo'l va elektr planerlar bilan ishlash. Ishdan oldin pichoqlar o'tkirlanganligini va to'g'ri o'rnatilganligini tekshiring. Pichoqlarning pichoqlari teng ravishda qo'yib yuborilishi va orqa panel (chang'i) bilan teng bo'lishi kerak. Pichoqlarning massasi ham bir xil bo'lishi kerak. O'rnatishdan oldin pichoqlarni ehtiyotkorlik bilan o'tkirlash va muvozanatlash kerak, shunda pichoq mili (baraban) oqmasdan aylanadi. Pichoqlarning keskinlashuv burchagi 40 ... 42 ° bo'lishi kerak. Pichoqlar milga mahkam o'rnashgan bo'lishi kerak va kesuvchi cheti barabanning silindrsimon yuzasidan 1...1,5 mm tashqariga chiqib turishi va pichoqlar pichog'i baraban (val) o'qiga qat'iy parallel bo'lishi kerak.
Ular elektr planer bilan quyidagicha ishlaydi. Vilkani tarmoqqa ulang, tetikni torting va elektr motorini yoqing. Pichoq mili kerakli aylanish tezligiga yetganda, elektr planer ishlov beriladigan materialga tushiriladi, ish stoliga yoki stolga o'rnatiladi. Ishlov beriladigan materiallar chang, axloqsizlik va qordan tozalangan bo'lishi kerak. Elektr planerni asta-sekin oldinga siljitish kerak, shunda u yog'och bilan aloqa qilganda, tutqichga juda ko'p kuch sarflamasdan, bir tekis, keskin surish bo'lmaydi. Ishchining kuchini faqat elektr planerni oldinga siljitishga sarflash kerak. O'rtacha qattiqlikdagi yog'ochni qayta ishlashda besleme tezligi 1,5 ... 2 m / min bo'lishi kerak. Ishlayotganda, elektr planer material bo'ylab to'g'ri chiziqda, buzilishlarsiz, talaş va talaş panellar (chang'i) ostiga tushmasligiga ishonch hosil qiladi.
Birinchi o'tishdan so'ng (agar ishlov berilgan bo'ylab yoki uning yonidagi maydonda ishlov berishni boshlash kerak bo'lsa), elektr motor o'chiriladi va elektr planer o'chirilgan holda, dastlabki holatiga qaytariladi, shundan so'ng elektr motori yoqiladi va yana ishlay boshlaydi. Tanaffuslar vaqtida elektr planer o'chiriladi va panellari (chang'isi) bilan yuqoriga yoki yon tomoniga joylashtiriladi.
Samolyot tebranganda, pichoqlarning muvozanatini, shuningdek, baraban podshipniklaridagi o'yinni tekshiring. Agar siz nopok ishlov berish yuzasini olsangiz, pichoqlarning o'tkirligini tekshiring va samolyotni talaşlardan tozalang.
Elektr planer bilan ishlaganda, oqim qismlari ular bilan tasodifiy aloqa qilishdan ishonchli himoyalanganligiga ishonch hosil qiling. Barcha elektr aloqalari to'g'ri izolyatsiyalangan bo'lishi kerak. Elektr kabelini katta burmalar bilan yotqizmaslik kerak. Dastgoh tirbandligidan zarar ko'rmaslik uchun uni polga qo'ymaslik kerak. Xavfsizlik bo'yicha mashg'ulotlardan o'tgan shaxslarga elektr asboblarini boshqarishga ruxsat beriladi.
Planerlar va elektr planerlar bilan ishlashda quyidagi nuqsonlar paydo bo'lishi mumkin: mox yoki momiq - zerikarli pichoqlar bilan ishlaganda; uzunlamasına chiziqlar - pichoqda maydalangan joylari bo'lgan pichoqlar bilan ishlaganda va hokazo.
Barning uzunligi va oxiri bo'ylab ishlov berish sifati kvadrat bilan tekshiriladi (37-rasm, a, b) bir nechta nuqtalarda: qismning uchlarida va o'rtasida va uzun qismlarda - boshqa nuqtalarda ham: qismlarning o'rtasi va uchlari o'rtasida.
"Ko'z bilan" tekshirish (37-rasm, V) katta mahorat talab qiladi. Ishchi blokni qo'llariga oladi va uni ko'tarib, ko'z darajasida yorug'likka qo'yadi. Sifatsiz ishlov berish natijasida yuzaga keladigan nosimmetrikliklar blokda nuqta sifatida paydo bo'ladigan engil soya bilan aniqlanadi. Qayta ishlash sifati o'lchagichlar bilan ham tekshirilishi mumkin (37-rasm, G).
Qismni qayta ishlash sifati ikkita qat'iy tasdiqlangan novda bilan tekshiriladi (37-rasm, d), qismlarni bir-biriga parallel ravishda sirtga qo'yib, keyin nurga qarshi panjaralarga qaraydiganlar. Agar qismning yuzasi yaxshi ishlov berilsa, barlarning qirralari bir chiziqqa birlashadi, agar bo'lmasa, qirralarning kesishgan birlashtirilmagan chiziqlar shaklida bo'ladi. Qismlarning o'lchami o'lchov vositasi yordamida tekshiriladi.

Guruch. 37. Planyalash sifatini tekshirish:
A– barning uzunligi bo‘ylab kvadrat; b - blokning oxiridagi kvadrat;
c - yorug'likka qarshi "ko'z bilan"; G - hukmdorlar; d - juftlangan barlar
Pastki qismdan (38-rasm) foydalanib, uchlari to'g'ri burchak ostida, uchlari esa 45 graduslik burchak ostida tegib turadi.

Guruch. 38. Donets:
A - uchini 99 ° burchak ostida rejalashtirish uchun;
b - 45 o burchak ostida yarim qismni rejalashtirish uchun
Bir yarim uchlarini tegizish uchun vintli miter qutisi ham ishlatiladi (39-rasm).

Guruch. 39. Planyalash uchun burama qutilar
oxiri bir yarim
Ushbu qurilmalarning tuzilishini chizmalardan ko'rish mumkin. Qo'shimcha kvadrat bilan qulay pastki (40-rasm).

Guruch. 40. Insert kvadrat bilan pastki
U uchlari va uchlarini tegizish uchun moslashtirilgan. Pastki qismida to'g'ri burchak ostida to'xtash joyi bilan yupqa taxtalar va planlangan kontrplak ham birlashtiriladi. Uzoq materialni oldingi vintli qisqich bilan birlashtirganda, 18-rasmda ko'rsatilgan dastgoh stendlari ishlatiladi.
Boncuklar va qoliplarga ishlov berish uchun shablon (41-rasm) burchak va o'lchamdagi o'lchagichga mos ravishda rejalashtirilgan, qirralari chorakni tashkil etadigan tarzda yopishtirilgan ikkita taxtadan iborat. Chorakning kengligi va chuqurligi ushbu shablonda ishlab chiqariladigan qoliplar va ustunlarning kengligi va qalinligi bilan bir xil.

Guruch. 41. Ustunlar va qoliplarning old tomonlarini kesish uchun shablon:
A - shablonning umumiy ko'rinishi; b - shablonga yotqizilgan va tekislik bilan oldindan ishlangan blok; V - yog'ochni qoliplash yo'li bilan qayta ishlash
Korniş panjaralari ustunlar va moldinglarga qaraganda qalinroq; ularni takozlarda qisish bilan ish stolida qayta ishlash mumkin. Ammo ular odatda murakkab profilga ega, uni faqat bitta vosita bilan qo'lda ishlash qiyin. Ular ko'pincha bir necha bosqichda va turli vositalar bilan qayta ishlanadi. Shaklda. 42 chisel, fileto, tekislik va fayl yordamida korniş nurlarini ishlab chiqarishni ko'rsatadi. Barda to'rtburchaklar shakli korniş uchun rejalashtirilgan, xatarlar qalinlashtiruvchi bilan olib tashlanadi 1 Va 2 Ikkala uchida, kvadrat bo'ylab, bu belgilardan yana ikkita kesishgan belgi chiziladi. Blokning xavflar bilan cheklangan qismi zenzubel bilan kesilgan (rasmda soyali). Keyin, tanlangan burmaning yuqori chetidan, undan bir xil masofada belgilar chiziladi 3 Va 4, Chetini tirnalgan joylarga tekislik bilan tekislang va natijada paydo bo'lgan pahning butun kengligini qoplash uchun filetani tanlang. Burmaning pastki tomoni avval tekislik bilan, keyin esa fayl bilan yaxlitlanadi. Kornişning old tomoni don bo'ylab zımpara bilan zımparalanadi.

Guruch. 42. Korniş barini yasash:
A - zenzubel yordamida chegirma tanlash; b - qirrasini tekislik bilan paxsa qilish va filetani qirqish; V - tekislik va fayl yordamida burmaning pastki tomonini yaxlitlash; G - tayyor korniş bloki
Profilni qayta ishlash sifati shablonlar yordamida va ingl. Qayta ishlangan qismlarning yuzasi silliq bo'lishi kerak, pürüzsüzlük, shilinish va yirtilishsiz.
Qo'lda tekislash uchun asboblar. Qo'lda rejalashtirish uchun yog'och tekisliklar ishlatiladi. Samolyot (18-rasm, a) yog'och korpusdan 1 iborat bo'lib, uning ichiga pichoq 5 solingan, xanjar bilan mustahkam mahkamlangan 4. Takoz kran teshigining yon tomonlarida yasalgan yelkalarga tayanadi 3. Samolyotning tekisligi. pichoq qo'shni bo'lgan teging teshik yuzasi, uning mahkam o'rnashib ta'minlash kerak. Pichoqni silkitishga yo'l qo'yilmaydi. Samolyotning 8 ta tagida, ya'ni tananing pastki qismida kengligi (5,7 ± 0,5... 1) mm bo'lgan tor tirqish (oraliq) mavjud bo'lib, u orqali pichoq pichog'i taglikdan tashqariga chiqadi.
Samolyot bilan yaxshiroq ishlash va uning material bo'ylab qulay harakatlanishi uchun old qismda shox 2 mavjud. Dazmol tagligi aşınmaya tobe bo'lganligi sababli, u shox, chinor, oq akatsiya, kul yoki olxa yog'ochidan yopishtirilgan. Shox, to'xtash, xanjar va yostiqlar tananing tagligini ishlab chiqarish uchun mo'ljallangan yog'ochdan, qayin, qayin yoki qayin po'stlog'idan tayyorlanadi. Tutqichlar PF-A qoplamasiz kontrplakdan qilingan. Suv o'tkazmaydigan yopishtiruvchi vositalar yordamida samolyot tagini va qoplamani yopishtiring. Samolyot yoki bo'g'in yasash uchun yog'ochda yoriqlar, chirigan, novdalar va chuvalchanglar bo'lmasligi kerak; uning namligi (10±2)% bo'lishi kerak.
Samolyotlar va bo'g'inlar qismlarining sirtlari, korpuslarning tagligi (pedlar) va pichoqqa ulashgan xanjar yuzasi bundan mustasno, engil suv o'tkazmaydigan lak bilan qoplangan.
Sherhebel (GOST 14666-79) (18.6-rasm) yog'ochni don bo'ylab, bo'ylab va burchak ostida qo'pol tekislash uchun mo'ljallangan. Sherhebel bilan planirovka qilinganidan so'ng, yog'och yuzasi oluklar shaklida oluklar izlari bilan notekis bo'ladi. Buning sababi shundaki, pichoq pichog'i radiusi 35 mm bo'lgan oval shaklga ega. Ish paytida pichoq 3 mm gacha chiqariladi. Sherhebel bilan ishlaganda talaşlar tor va qalin bo'ladi.
Bitta pichoqli samolyot (GOST 14664-77) (18-rasm, c) arralashdan keyin sirtni tekislash yoki Sherhebel bilan ishlov berishdan keyin uni rejalashtirish uchun ishlatiladi. Kengligi 40...50 mm bo'lgan pichoqning pichog'i to'g'ri, u 1 mm cho'ziladi. Bu tekislikda chipbreaker (dumg'aza) bo'lmaganligi sababli, chiplar buzilmasdan hosil bo'ladi, shuning uchun ishlov beriladigan yog'och yuzasi ko'pincha burmalar va ba'zan chiplar hosil qiladi.
Ikkita pichoqli planer (GOST 14665-77) (18-rasm, d) yog'ochni nozik tekislash, uchlarini kesish, shuningdek, burmali yog'och va yog'ochni kesish uchun ishlatiladi. Bu samolyot, pichoqdan tashqari, hisoblagich pichog'iga ega - chipbreaker 12. Chipbreakerning mavjudligi planirovka sifatini yaxshilaydi, chunki chiplar ajratilgandan so'ng, pichoq ko'tariladi, egiladi va chipbreakerga tushib, sinadi. . Ajratilgandan keyin chiplarning sinishi ularning yog'och yuzasidan parchalanishi yoki parchalanishi ehtimolini oldini oladi.
Pichoqqa qanchalik yaqinroq bo'lsa, chip sindirish moslamasi o'rnatilgan bo'lsa, u chiplarni tezroq sindirib tashlaydi, shuning uchun yog'ochni yaxshiroq qayta ishlash uchun chip sindiruvchi pichoqqa yaqinroq joylashtiriladi, ammo shu bilan birga shuni hisobga olish kerakki, chipbuzar juda yaqin (2 mm dan kam) joylashtirish mumkin emas, chunki chiplar pichoq ostiga yopishib qoladi va tekislash qiyin bo'ladi.
Yog'ochni tekislash uchun yog'och tekisliklardan tashqari, metall sherhebellar va bitta va qo'sh pichoqli samolyotlar ishlatiladi (19-rasm). Samolyotlar - bu metall korpus bo'lib, uning ichiga pichoq 4 solingan, korpusga vint 3 bilan mahkamlangan. Shox 2 va tutqich 5 yog'ochdan qilingan. Chiqarilgan chiplar miqdori pichoqning kengaytmasi bilan nazorat qilinadi. Buning uchun 3 vintni bo'shatib, pichoqni 4 yuqoriga yoki pastga kerakli miqdorga siljiting va keyin vintni yana mahkamlang.
Metall samolyotlar yog'ochdan og'irroq, shuning uchun ular birinchi navbatda qattiq yog'ochni rejalashtirish va ta'mirlash ishlari uchun ishlatiladi.
Birlashtiruvchi (GOST 14670-77) (20-rasm) yakuniy pardozlash uchun, shuningdek, alohida qismlarni birlashtirish uchun ishlatiladi. Birlashtiruvchi samolyotdan deyarli uch baravar uzunroqdir, bu esa u bilan uzun qismlarni rejalashtirish imkonini beradi. Korpusdagi birlashtiruvchining old qismida tiqin 1 mavjud bo'lib, bolg'acha zarbasi bilan pichoq musluk teshigidan tanadan chiqib ketadi. Pichoq pichog'i 1 mm tashqariga chiqishi kerak. To'lqinsimon sirtli yog'och birlashtiruvchi bilan ishlov berilganda, mayda bo'laklar shaklida chiplar olinadi va takrorlanganda, sirt silliq bo'lganligi sababli, tekislash tugallanishi kerakligini ko'rsatadigan uzluksiz yupqa chiplar hosil bo'ladi.

Qisqaroq qismlar qisqaroq korpusga ega (650 mm o'rniga 530) yarim birlashtiruvchi (GOST 14671-77) bilan qayta ishlanadi.
Shishgan va jingalak bo'lgan yog'ochni tozalash uchun tanasi qisqartirilgan tekislikdan foydalaning - silliqlash mashinasi. Zımpara tor tirqishi (kengligi 5 mm) va ortib borayotgan qo'shimcha burchakka (60 °) ega, buning natijasida ishlayotganda u ingichka chiplarni olib tashlaydi va yog'och yuzasi tozaroq ishlov beradi. Pichoq pichog'i 0,5 mm ga cho'ziladi.
Tsinubel (GOST 14667-79) (21-rasm) yopishtirish (shponlash) uchun yog'och yuzasida kichik, deyarli sezilmaydigan oluklar va tuklar hosil qilish uchun ishlatiladi. Pichoqda tishli pichoq bor. Tzinubelada tishli pichoqni oddiy pichoq bilan almashtirganda, u maydalagich sifatida ishlatiladi.

Oxirgi tekislik (22-rasm) oddiy tekislik sifatida va uchlarini rejalashtirish uchun ishlatiladi, chunki unga yon yuzaga burchak ostida o'rnatilgan pichoq rejalashtirish jarayonini osonlashtiradi va ishlov berish sifatini yaxshilaydi. Kengashning o'qiga burchak ostida rejalashtirishda oxirgi tekislik sifatida oddiy tekislikdan foydalanish mumkin.
Zenzubel (GOST 14668-79) (23-rasm) duradgorlik qismlarida choraklarni qo'lda tanlash va yalang'ochlash uchun ishlatiladi. Zenzubelning tanasi baland (80 mm) va tekis taglik bilan tor. Tanadagi yon teshikning mavjudligi rejalashtirish jarayonida chiplarning erkin chiqishini ta'minlaydi va ishlov berish sifatini yaxshilaydi. Zenzubel pichog'i yon va pastki tomondan o'tkirlashadi, buning natijasida u ishlayotganda chorakni tashkil qiladi.
Chegirma (GOST 14669-79) (24-rasm) duradgorlik qismlarida choraklarni tanlash uchun ishlatiladi; zenzubeldan farqli o'laroq, u pog'onali taglikka ega.

Til va yivli qoziq (25-rasm, a) qismlarning qirralari va qatlamlarida til va yivli yivlarni qo'lda tanlash uchun mo'ljallangan. U vintlar bilan bog'langan ikkita korpusdan iborat bo'lib, korpuslardan biriga pichoq biriktirilgan. Korpuslar qismning chetidan yivning (tilning) kerakli masofasiga o'rnatiladi. Turli xil kenglikdagi oluklarni kesish uchun pichoqlar to'plami mavjud. Til va yiv uzunligi 250, kengligi 20, balandligi 80 mm.

Primer (25-rasm, b) yivni olib tashlash, shuningdek, mukofot bilan tanlangan trapezoidal truba tozalash uchun ishlatiladi.

Filetolar (25-rasm, s) turli egrilik radiusi bilan turli kenglik yoki chuqurlikdagi oluklar hosil qiladi. Fileto tanasi qavariq taglikka ega. Fileto uzunligi 250, kengligi 10...25, balandligi 60...80 mm.
Shtapel (25-rasm, d) qismlarning chetlarida egri chiziqlar hosil qilish uchun mo'ljallangan. Tananing asosi va pichoq konkav shaklga ega.
Kalevka (25-rasm, d) qismlarning chetlarini profillash uchun ishlatiladi. Dazmol tagligi qismning oyna (teskari) profil shakliga ega. Turli xil profillarni qayta ishlash uchun qoliplash asboblari to'plami mavjud.
Gorbax (25-rasm, f, g) konkav va qavariq sirtlarni tekislash uchun ishlatiladi. Kambag'al baliqning tanasi butun uzunligi bo'ylab (doimiy egrilik bilan) konveks yoki konkav shaklga ega bo'lib, u ishlov beriladigan qismning profiliga (egriligiga) mos kelishi kerak. Dumba pichog'i tekis pichoqqa ega.

Dumba uzunligi 100...250, eni va balandligi 60 mm.
Qo'lda rejalashtirish. Yog'ochni rejalashtirish ishlari rejalashtirish uchun material tanlash, pichoqlarni keskinlashtirish, asboblarni o'rnatish, rejalashtirish va bajarilgan ishlarning sifatini tekshirishni o'z ichiga oladi.
Materialni tanlashda tolalarning old tomoni va yo'nalishi aniqlanadi, unda tekislash yo'li bilan olib tashlanishi kerak bo'lgan qavariqlar yoki bo'shliqlar bor-yo'qligi aniqlanadi, yog'och nuqsonlari aniqlanadi va ulardan tayyorlangan qismlar uchun ularning maqbulligi aniqlanadi. material.

Samolyotlar va bo'g'inlarning pichoqlari karborund yoki qumtosh g'ildiragi bilan o'tkirlashgichda o'tkirlashadi (26-rasm). Pichoqlarni o'tkirlash uchun o'tkirlashtiruvchi - bu diametri taxminan 500 mm bo'lgan dumaloq o'tkir tosh o'rnatilgan metall mil. Mil, o'tkirlash jarayonida g'ildirakni namlash uchun suv quyiladigan metall chuqurning ustida joylashgan. Mil elektr motor tomonidan boshqariladi.
O'tkirlashtirgich to'xtash joyi bilan jihozlangan bo'lishi kerak, unda pichoq o'tkirlashtiruvchi toshga nisbatan o'z o'rnini o'rnatadigan tayanchga va himoya visorga ega bo'lishi kerak.

Guruch. 26. Samolyot uchun o'tkir pichoqlar: a - ho'l o'tkirlashda o'tkirlashda pichoqning holati, b - pichoq ustida ishlaganda pichoqning holati, v - paskaning o'tkirligini tekshirish, d - pichoqni tekshirish tartibi pichoq "ko'z bilan"; 1, 2 - noto'g'ri; 3 - to'g'ri, d - abraziv toshda o'tkirlash (to'g'ri chiziqli harakatlar bilan), e - bir xil, dumaloq harakatlar bilan
Pichoqlarni charxlashda charxlash g'ildiragi pichoqqa qarshi aylanadi, pichoq esa o'ng qo'l bilan kerakli burchak ostida to'g'ridan-to'g'ri, buzilmasdan, uni g'ildirakka bir tekis bosib ushlab turiladi va pichoq chap qo'l bilan tayanib turadi. Qarama-qarshi tomonda burmalar paydo bo'lguncha pichoqlarni ho'l o'tkirroqda o'tkirlang. Agar burmalar ahamiyatsiz bo'lsa va ingichka va hatto chiziqlar shaklida ko'rinadigan bo'lsa, o'tkirlash qoniqarli deb hisoblanadi. Pichoqni keskinlashtirish jarayonida qattiq bosilganda katta, katta burmalar hosil bo'ladi. Shuning uchun, pichoq doiraga mahkam bosiladi, lekin qattiq emas. O'tkirlash jarayonida keskinlik burchagi (25 + 5) ° da saqlanishi kerak. Agar burmalar pichoqdan olib tashlanmasa, uni ishlatish mumkin emas, chunki u tezda xira bo'ladi.
Pichoqlarni o'tkirlashtirgichda o'tkirlashda siz g'ildirakdan bir oz uzoqroq turishingiz va himoya ko'zoynagi taqishingiz kerak, chunki paydo bo'ladigan uchqunlar va uchib ketadigan mayda tosh bo'laklari (abraziv moddalar) ko'zingizga tushishi mumkin.
Pichoqlar, shuningdek, nozik taneli toshlarda o'tkirlashadi, ularning yordami bilan pichoqlarning chandiqlaridagi burmalar va nayzalar chiqariladi. Barlarni bir necha tomchi kerosin yoki suv bilan namlash kerak.
To'g'ri chiziqli harakatlar bilan o'tkirlashda pichoq o'ng qo'l bilan dum qismidan olinadi va paska blokga mahkam joylashtiriladi va chap qo'l bilan blokga bosiladi, so'ngra pichoq oldinga va orqaga suriladi. keskinlashuv burchagini saqlab, bir xil harakatlar bilan blok bo'ylab (26-rasm, e). Dumaloq harakatlar bilan o'tkirlashda, pichoq ham qo'llar bilan quyruq qismidan olinadi va pahni blokga bosib, tosh yuzasi bo'ylab doimiy va bir xil dumaloq harakatlar bilan harakat qiladi (26-rasm, e).
Sherhebel profilining pichoqlari va filetolari g'isht ustida o'tkirlashadi va toshlar ustida kesiladi yoki fayllar bilan o'tkirlanadi va zımpara kukuni va moy bilan (pasta shaklida) kesiladi. Pichoqlarning to'g'ri charxlanishi (26-rasm, v) shablon, chizg'ich va kvadrat yordamida, o'tkirlash burchagi shablon yordamida, tekisligi esa chizg'ich va kvadrat yordamida tekshiriladi. To'g'ri o'tkir pichoq o'lchagichga mahkam o'rnashgan, bo'shliqlarsiz pichoqqa ega bo'lishi kerak. Pichoq pichog'i sochni kesishi mumkin bo'lsa, o'tkir hisoblanadi.
Pichoqlar o'tkir tosh bilan o'tkirlashadi - nozik taneli tosh. Tahrir qilishdan oldin, toshbo'ron mineral moy yoki kerosin bilan namlanadi. O'tkirlash jarayonida toshlar tuzlanganligi sababli ular vaqti-vaqti bilan kerosin bilan yuviladi. Bilakchadagi pichoq dumaloq harakatda o'rnatiladi, lekin uni qo'zg'almas pichoqning qirrasi bo'ylab siljitish orqali sozlash mumkin. Ishchi pichoqni qirrali toshga qo'yadi va uning bo'ylab aylana bo'ylab harakat qiladi, o'tkir burchakni saqlaydi, so'ngra pichoqni boshqa tomoni bilan bilaguzukga qo'yadi, shuningdek, burmalar butunlay olib tashlanguncha aylanma harakatda harakat qiladi. .
Duradgorlik asboblarini charxlash uchun (samolyot pichoqlari, keskilar, keskilar) ET-1 elektr charxori ishlatiladi (27-rasm). O'tkirlashtirgich 45(2700) s-1 ni tashkil qiladi. Elektr dvigatelining quvvati 0,32 kVt, kuchlanish 220 V. Mashinada diametri 100 mm bo'lgan silliqlash (abraziv) g'ildirak o'rnatilgan. Mashina o'lchamlari 310X166X205 mm, vazni 7 kg.

Planerlar va bo'g'inlarni o'rnatish pichoqlarni almashtirish uchun asbobni qismlarga ajratish, pichoqni o'rnatish va mahkamlashdan iborat.
Samolyot quyidagicha qismlarga ajratiladi. Uni chap qo'lingizga oling va orqa uchini bolg'a bilan engil urib, xanjarni bo'shating, shundan so'ng xanjar va pichoq osongina chiqariladi. Keyin o'tkir pichoq va takoz kran teshigiga kiritiladi va samolyotning oldingi uchiga (frontal qismida) uriladi (28-rasm). Takoz pichoqqa mahkam o'rnatilishi kerak, pichoq pichog'i tekislik tagidan kerakli miqdorda (buzilmagan holda) bir tekis chiqib ketishi kerak. Samolyotning orqa uchida bolg'acha zarbalari bilan pichoqning chiqishi miqdorini kamaytiring va pichoqning burchagi ko'proq ko'rinadigan pichoqning dumida (uchida) zaif bolg'a zarbalari bilan oshiring. Pichoqning to'g'ri chiqarilishi "ko'z bilan" tekislikni taglik bilan ko'z darajasiga ko'tarish orqali tekshiriladi. Agar bir vaqtning o'zida pichoqlar tor chiziq - iplar shaklida ko'rinadigan bo'lsa, pichoq to'g'ri "o'tirgan". Pichoq sherhebel uchun gorizontal tekislikka (taglik tekisligiga) nisbatan old qirrasi bilan, bitta va ikkita pichoqli samolyotlar, zenzubel, katlanadigan hebel uchun 45 ° burchak ostida va zinubel uchun - burchak ostida o'rnatiladi. burchak 80 °.

Guruch. 28. Samolyotni sozlash: a - pichoqni mahkamlash yoki bo'shatishda tekislikning holati; b - pichoqni bo'shatish yoki mahkamlash uchun samolyotning uchiga urilganda bolg'aning holati, c - pichoqni o'rnatish yoki olib tashlashda samolyotning holati, d - pichoqning tana tagidan to'g'ri chiqarilishini tekshirish "ko'z bilan"
Rejalashtirish texnikasi. Qo'l asbobi bilan rejalashtirishni boshlashdan oldin, ishlov beriladigan qismni diqqat bilan tekshirishingiz, tolalar yo'nalishini va old tomonini aniqlashingiz kerak. Yog'ochni don bo'ylab rejalashtirish kerak, chunki bu silliqroq sirtga olib keladi va rejalashtirishga kamroq kuch sarflanadi.
Asbobga bir tekis bosim o'tkazgan holda, qo'llaringizni to'liq harakatga keltirish orqali rejalashtirishingiz kerak. Bunday holda, tananing tanasi biroz oldinga egilib, rejalashtirish paytida harakatsiz qolishi kerak. Rejalashtirish tananing emas, qo'llarning harakati orqali amalga oshirilishi kerak, aks holda ishchi tezda charchaydi.
Ishlov beriladigan buyum taroq (to'xtash) va o'rindiq o'rtasida dastgohga o'rnatiladi, shunda tolalar yo'nalishi tekislash yo'nalishiga to'g'ri keladi. Ish qismi egilmasdan ish stolida mahkam yotishi kerak.
O'ng qo'lingiz bilan tananing quyruq qismini, chap qo'lingiz bilan shoxni oling va samolyotni ishlov beriladigan qismga qo'ying. Planirovkaning boshida (29-rasm, a, 1) chap qo'lingiz bilan samolyotning old tomoniga, o'ng qo'lingiz bilan esa orqa tomondan engil bosing.
Planyalashning o'rtasida (29-rasm, a, 2) butun tekislikka teng va teng ravishda bosing va tekislash oxirida (29-rasm, a, 3) tekislik ish qismini tark etganda, siz oshirishingiz kerak. ishlov beriladigan qismning oxirini "to'ldirmaslik" uchun o'ng qo'ldagi bosim. Samolyotni orqaga qaytarish zarur bo'lsa, uning orqa qismini ko'taring va harakatlantiring.
Birinchidan, ish qismini sherhebel bilan don yo'nalishi bo'yicha ma'lum (o'tkir) burchak ostida rejalashtiring, chunki agar siz ushbu asbob bilan don bo'ylab rejalashtirsangiz, ortiqcha yog'ochni olib tashlashingiz mumkin.
Sherhebel bilan o'ralgan joylarni qayta ishlashda siz qalin talaşlarni olib tashlamasligingiz kerak, chunki yog'och parchalanishi mumkin va ishlov beriladigan qism keyingi ishlov berish uchun yaroqsiz bo'lib qoladi.
Sherhebel bilan rejalashtirishdan so'ng, qismning yuzasi bitta pichoq bilan tekislik bilan tekislanadi. Qism nihoyat er-xotin pichoq yoki yarim bo'g'inli tekislik bilan tozalanadi, bu ishlov berilgan blokning sirtini tekislaydi.
To'rtburchaklar blankalar kamroq nuqsonlarga ega bo'lgan old tomondan rejalashtirila boshlaydi. Old tomonni qayta ishlagandan so'ng, tekislash sifatini don bo'ylab va bo'ylab o'lchagich bilan tekshiring va agar ishlov beriladigan qism keng bo'lsa, diagonal bo'lsa. Agar o'lchagich va ishlov beriladigan ish qismining chekkasi o'rtasida bo'shliqlar bo'lmasa, ishlov berish qoniqarli deb hisoblanishi kerak. Shundan so'ng, ishlov beriladigan qismning qirrasi bitta yoki ikkita pichoq bilan tekislik bilan tekislanadi. Qirra va yuzning kvadrati kvadrat bilan tekshiriladi. Keyin kerakli o'lchamlarni saqlab qolgan holda, yuzsiz yuz va ikkinchi chekka rejalashtiriladi.
Barlar quyidagicha rejalashtiriladi: ular ish stoliga yotqiziladi va mahkamlanadi; blok yuzasidagi nosimmetrikliklar sherhebel, tekislik bilan tekislanadi, so'ngra sirt birlashtiruvchi bilan tekislanadi, shundan so'ng blok buriladi va boshqa tomonlari mos ravishda planlanadi.
Birlashtiruvchi bilan ishlaganda (29-rasm, b) o'ng qo'lingiz bilan tutqichni oling va chapingiz bilan vilka orqasida tanani biroz ushlab turing. Qismning bir qismini kenglikda rejalashtirgandan so'ng, ular boshqa qismni qayta ishlashga o'tadilar. Birlashtiruvchi samolyotlar chiplarni to'xtatmasdan, bir qadamda. Juda uzun ish qismlarini qayta ishlashda ishchi ish qismi bo'ylab oldinga siljishi kerak.
Yelimlash uchun birlashtirganda, ish qismlarini juft yoki hatto uchta bo'lak bilan qayta ishlash kerak.
Asbob bilan ishlaganda dastgohda turing, tanani bir oz oldinga egib, chap oyoqni dastgoh bo'ylab oldinga, o'ng oyoqni esa chapga nisbatan 70 ° burchak ostida qo'ying (29-rasm, v).
Oxirgi tekislashda birinchi navbatda uchining bir cheti sizdan (29-rasm, d) qismning o'rtasiga, so'ngra ikkinchi tomondan o'ziga qarab (29-rasm, e) rejalashtiriladi. Ushbu usul bilan sirt va qirralarning bo'laklari va chiplarini tekislash ishlamaydi. Yoriqlar paydo bo'lishining oldini olish uchun barning yon tomonlarini rejalashtirishdan oldin uchlarini qayta ishlash tavsiya etiladi.
Zenzubel bilan oldindan tayyorlangan belgilar bo'yicha chorak tanlanadi (29-rasm, e). Chorakning dastlabki tanlovi quyidagicha amalga oshiriladi: o'ng qo'l bilan tananing orqa qismini va rasmda ko'rsatilganidek, bosh barmog'ini tananing tepasiga qo'yib, chap bilan pichoq orqasidagi taglikni oling. Rejalash markirovka chizig'idan (belgilar) qisqa masofada amalga oshiriladi va chiplar chorak chuqurlikda (taxminan 3 ... 4 mm) chiqariladi. Blokning butun uzunligi bo'ylab chorak qismlarini tanlagandan so'ng, belgilardan tashqariga chiqmaslik uchun qo'llaringizning to'liq kengligi bilan ishlash uchun zenzubeldan foydalaning. Chorakni tanlagandan so'ng, u tozalanadi, buning uchun zenzubel tanasining orqa uchi o'ng qo'l bilan, yuqori qismi esa chap qo'l bilan olinadi.
Choraklar katlama tizmasi bilan (29-rasm, g) zenzubel bilan bir xil tarzda tanlanadi, lekin dastlabki belgilarsiz, chunki katlama tizmasining pog'onali tagligi chorakning o'lchamini aniqlaydi. Primer yordamida truba tanlash rasmda ko'rsatilgan. 29, h.

Mexaniklashtirilgan yog'ochni qayta ishlash uchun asboblar. Qo'lda ishlaydigan elektr samolyotlar (IE-5701A, IE-5708, IE-5707A) yog'ochni don bo'ylab frezalash uchun mo'ljallangan (2-jadval). Planer (30-rasm) o'rnatilgan elektr motoridan 3 iborat bo'lib, uning rotori ikkita sharli podshipnikda aylanadi. Rotor milining oxirida V-kamar qo'zg'alishini boshqaradigan qo'zg'aysan kasnagi mavjud. Pichoq barabanining (to'sarning) ikkita tekis pichoq bilan aylanishi rotor milidan V-tasmali haydovchi yordamida amalga oshiriladi. Samolyot old (harakatlanuvchi) 7 va orqa 6, korpus bilan birga quyma (qattiq), panellar (chang'i) mavjud. Maxsus mexanizm oldingi chang'ilarni tushiradi va ko'taradi, shu bilan frezalash chuqurligini sozlash (planirovka qilish). Samolyotdan yarim statsionar mashina sifatida foydalanish mumkin, uni stol yoki dastgohga panellari yuqoriga qaratib mahkamlash va qo'llaringizni pichoq bilan barabanga (tegirmonga) tushishdan himoya qiluvchi olinadigan xavfsizlik himoyasini o'rnatish mumkin.

Elektr planerlar bilan ishlash. Ishdan oldin pichoqlar o'tkirlanganligini va to'g'ri o'rnatilganligini tekshiring. Pichoqlarning pichoqlari teng ravishda qo'yib yuborilishi va orqa panel (chang'i) bilan teng bo'lishi kerak. Pichoqlarning massasi ham bir xil bo'lishi kerak. O'rnatishdan oldin pichoqlarni ehtiyotkorlik bilan o'tkirlash va muvozanatlash kerak, shunda pichoq mili (baraban) oqmasdan aylanadi. Pichoqlarning keskinlashuv burchagi 40 ... 42 ° bo'lishi kerak. Pichoqlar milga mahkam o'rnashgan bo'lishi kerak va kesuvchi cheti barabanning silindrsimon yuzasidan 1...1,5 mm tashqariga chiqib turishi va pichoqlar pichog'i baraban (val) o'qiga qat'iy parallel bo'lishi kerak.

Ular elektr planer bilan quyidagicha ishlaydi. Vilkani tarmoqqa ulang, tetikni torting va elektr motorini yoqing. Pichoq mili kerakli aylanish tezligiga yetganda, elektr planer ishlov beriladigan materialga tushiriladi, ish stoliga yoki stolga o'rnatiladi. Ishlov beriladigan materiallar chang, axloqsizlik va qordan tozalangan bo'lishi kerak. Elektr planerni asta-sekin oldinga siljitish kerak, shunda u yog'och bilan aloqa qilganda, tutqichga juda ko'p kuch sarflamasdan, bir tekis, keskin surish bo'lmaydi. Ishchining kuchini faqat elektr planerni oldinga siljitishga sarflash kerak. O'rtacha qattiqlikdagi yog'ochni qayta ishlashda besleme tezligi 1,5 ... 2 m / min bo'lishi kerak. Ishlayotganda, elektr planer material bo'ylab to'g'ri chiziqda, buzilishlarsiz, talaş va talaş panellar (chang'i) ostiga tushmasligiga ishonch hosil qiladi.
Birinchi o'tishdan so'ng (agar ishlov berilgan bo'ylab yoki uning yonidagi maydonda ishlov berishni boshlash kerak bo'lsa), elektr motor o'chiriladi va elektr planer o'chirilgan holda, dastlabki holatiga qaytariladi, shundan so'ng elektr motori yoqiladi va yana ishlay boshlaydi. Tanaffuslar vaqtida elektr planer o'chiriladi va panellari (chang'isi) bilan yuqoriga yoki yon tomoniga joylashtiriladi.
Samolyot tebranganda, pichoqlarning muvozanatini, shuningdek, baraban podshipniklaridagi o'yinni tekshiring. Agar siz nopok ishlov berish yuzasini olsangiz, pichoqlarning o'tkirligini tekshiring va samolyotni talaşlardan tozalang.
Elektr planer bilan ishlaganda, oqim qismlari ular bilan tasodifiy aloqa qilishdan ishonchli himoyalanganligiga ishonch hosil qiling. Barcha elektr aloqalari to'g'ri izolyatsiyalangan bo'lishi kerak. Elektr kabelini katta burmalar bilan yotqizmaslik kerak. Dastgoh tirbandligidan zarar ko'rmaslik uchun uni polga qo'ymaslik kerak. Xavfsizlik bo'yicha mashg'ulotlardan o'tgan shaxslarga elektr asboblarini boshqarishga ruxsat beriladi.
Planerlar va elektr planerlar bilan ishlashda quyidagi nuqsonlar paydo bo'lishi mumkin: mox yoki momiq - zerikarli pichoqlar bilan ishlaganda; uzunlamasına chiziqlar - pichoqda maydalangan joylari bo'lgan pichoqlar bilan ishlaganda va hokazo.
Barning uzunligi va oxiri bo'ylab ishlov berish sifati bir nechta nuqtalarda kvadrat (31-rasm, a, b) bilan tekshiriladi: qismning uchlarida va o'rtada, uzun qismlarda - va boshqa nuqtalarda. qismlarning o'rtasi va uchlari o'rtasida.

Guruch. 31. Planyalash sifatini tekshirish: a - blok uzunligi bo'ylab kvadrat bilan, b - blokning oxiri bo'ylab kvadrat bilan, c - nurga qarshi "ko'z bilan", d - o'lchagichlar bilan, d - bilan. juftlangan barlar
"Ko'z bilan" tekshirish (31-rasm, c) katta mahorat talab qiladi. Ishchi blokni qo'llariga oladi va uni ko'tarib, ko'z darajasida yorug'likka qo'yadi. Sifatsiz ishlov berish natijasida yuzaga keladigan nosimmetrikliklar blokda nuqta sifatida paydo bo'ladigan engil soya bilan aniqlanadi. Qayta ishlash sifati o'lchagichlar bilan ham tekshirilishi mumkin (31-rasm, d).
Qismning frezalash sifati qat'iy kalibrlangan ikkita novda (31-rasm, d) bilan tekshiriladi, ular qismning yuzasiga bir-biriga parallel ravishda joylashtiriladi va shundan so'ng ular yorug'likka qarshi qaraladi. Agar qismning yuzasi yaxshi ishlov berilsa, barlarning qirralari bir chiziqqa birlashadi, agar bo'lmasa, qirralarning kesishgan birlashtirilmagan chiziqlar shaklida bo'ladi.
Profilni qayta ishlash sifati shablonlar yordamida va ingl. Qayta ishlangan qismlarning yuzasi silliq bo'lishi kerak, pürüzsüzlük, shilinish va yirtilishsiz.
Arralashdan keyin yog'och yuzasida qolgan pürüzlülük, egrilik va xavflarni olib tashlash uchun, tekislash kabi ishlov berish turi qo'llaniladi. 33-rasmda planya asboblari qanday elementlardan iboratligi ko'rsatilgan.
Guruch. 33. Planyalash asbobining elementlari: a – yog'och tekislik; b - metall tekislik; v – birlashtiruvchi: 1 – ushlagich; 2 - kirish; 3 - xanjar; 4 - pichoq; 5 - tana; 6 - urg'u; 7 - vilka; 8 - qisqich; 9 - vint; 10 - tutqich.
Planyalash asboblarining har biri o'z maqsadiga ega (33-rasm).
Sherhebel yog'ochni qo'pol qayta ishlash uchun ishlatiladi. Uning yordami bilan sirt keyingi tekislash uchun tayyorlanadi va kesishdan keyin barcha nosimmetrikliklar tekislanadi. Uning tuzilishining o'ziga xos xususiyati shundaki, kesish qismi (pichoq) yarim doira shaklidagi pahga ega. Sherhebel to'siqlarni engib o'tishni osonlashtirish uchun massiv va og'ir bo'lishi kerak, shuning uchun ko'pincha uning tanasi metalldan yasalgan (34-rasm, a).

Guruch. 34. Planyalash asboblari turlari: a – sherhebel; b - bitta tekislik; c - ikki tekislik; g - zenzubel; d - buklangan hebel.
Bu sizga keraksiz yog'och va buyumlarni olib tashlash imkonini beradi silliq sirt tafsilotlar. Samolyot metall yoki yog'och korpusga ega bo'lishi mumkin. Qattiq yog'och va suntalarni qayta ishlashda metall tekislikdan foydalanish qulayroqdir. Yog'och samolyot asosan asosiy ishlarni bajarishda ishlatiladi. Qayta ishlangan yog'och yuzasida osonroq siljiydi, bu esa qo'l mushaklariga kamroq kuchlanish imkonini beradi.
Ish uchun siz, albatta, bir nechta turdagi samolyotlarni sotib olishingiz kerak, ular mo'rt, ingichka, kichik qismlarni va ulkan taxtalar va jamblarni rejalashtirish uchun qulay bo'ladi.
Yagona samolyot(34-rasm, b) sherhebel bilan ishlagandan keyin sirtni tekislash uchun ishlatiladi. Ushbu tekislikning o'ziga xos xususiyati uning pichog'i bo'lib, uning kengligi taxminan 4 sm yoki undan ham ko'proq. Pichoq ostidan chiqadigan chiplar silliq va amalda buzilmaydi. Ammo sirtni qayta ishlashda yog'och bo'laklari sinishi yoki burmalar paydo bo'lishi mumkin.
Ikkita samolyot Faqat sirtni tozalash va tugatish uchun foydalaning. Ushbu tekislik bilan ishlov berilgandan so'ng, yog'och mutlaqo silliq bo'ladi, oyna yuzasi. Bunday sifatli sirtni olish samolyotning tuzilishi bilan izohlanadi. Bu yerdagi har bir pichoq chipbreaker bilan jihozlangan bo'lishi kerak, bu sirtni skoring va chipning shakllanishidan himoya qiladi (34-rasm, c).
Birlashtiruvchi va yarim birlashtiruvchi katta qismlarning sirtini rejalashtirish uchun ishlatiladi. Ushbu maqsad blokning uzunligi bilan izohlanadi, bu birlashtiruvchilar uchun taxminan 70-80 sm va yarim birlashtiruvchi uchun 50-60 sm. Bo'g'inlar va yarim bo'g'inlar uchun pichoqlar ham mos bo'lishi kerak - 5-8 sm kengligida sirtni bo'g'in bilan qayta ishlagandan so'ng, siz qo'shimcha ravishda pichog'i 0,3 mm dan ko'p bo'lmagan er-xotin tekislikdan o'tishingiz kerak.
Sander Bu ikkita tor, qiya o'rnatilgan pichoqli qisqartirilgan tekislikdir. Ushbu turdagi tekislik Sherhebel bilan rejalashtirish paytida hosil bo'lgan burmalarni, shuningdek, oddiy tekislik bilan ishlov berish mumkin bo'lmagan jingalak va tugunlarni tozalash uchun ishlatiladi. Uning dizayni chipbreakerni o'z ichiga olmaydi, shuning uchun u yog'ochni maydalashi mumkin. Uni yaxshilash uchun siz samolyotni o'zingiz chipbreaker bilan jihozlashingiz mumkin.
Zinubel samolyotga juda o'xshaydi. Uning maqsadi taxtalar va plitalarning sirtini keyinchalik yopishtirish uchun tekislashdir. Turli jingalaklar, burmalar va tugunlar bu tekislik bilan ishlov berishga yaxshi yordam beradi. Bunga qo'shimcha ravishda, agar siz kontrplakning sirtini shunday tekislik bilan ishlov berib, keyin uni shpon bilan qoplasangiz, siz juda ko'p narsa olasiz. yaxshi sifat. Agar ishlov berilmagan taxtaning sirtini birinchi navbatda don yo'nalishi bo'yicha, keyin esa uning bo'ylab rejalashtirsangiz, barcha nosimmetrikliklar olib tashlashingiz mumkin. Bu xususiyatlarning barchasi faqat maxsus pichoqni ishlatish va uni o'rnatish bilan bog'liq. Pichoq pichog'ining qirralari doimo tashqariga chiqadi va shu bilan ichkarida kichik bo'shliq hosil qiladi. Shuning uchun, rejalashtirishda sirtda kichik shaftlar olinadi. Pichoq har doim sirtga deyarli perpendikulyar - 70-80 ° da joylashtiriladi.
Zenzubel va foldgebel barlarda to'rtburchaklar burmalar qilish uchun ishlatiladi, masalan, eshik ramkalari uchun (34-rasm, d, e).
Gorbach konkav silindrsimon sirtlarni tekislash uchun ishlatiladi.
Kitobdan: Korshever N. G. Yog'och va shisha ustida ishlaydi







