В технологии производства ламината есть ряд ключевых моментов, соблюдение норм и правил позволяет добиться результата за короткое время. Ламинат производят в виде тонких листов, их толщина 7–11 мм, размерами 1,0–1,4 м на 0,2 м. Изделия подлежат сборке путем последовательного присоединения с помощью шипов и пазов, предусмотренных по краям.
Популярностью пользуются и другие виды материалов для устройства пола: паркет, ковролин, линолеум, плитка. Но ламинированное покрытие остается лидером благодаря практичности и долговечности.
Объясняется это очевидными преимуществами ламината перед другими покрытиями:
- Его стоимость значительно ниже, чем у паркета, ковролина или плитки.
- Покрытие превосходит линолеум по влагостойкости, износоустойчивости и стойкости к истиранию.
- Огромный выбор фактур и цветов привлекает не только конечного потребителя, но и специалистов в области дизайна.
Классификация
Классы ламината выделяют коммерческие 31–34 и бытовые 21–23. Ламинированные покрытия домашнего использования служат не более пяти лет, поэтому все чаще и в быту применяют износостойкий и ударопрочный материал коммерческого назначения. Все они отличаются эксплуатационными свойствами и ценой.
Классификация покрытий утверждена директивой Евросоюза, образцы испытывают по следующим показателям:
- прочность;
- стойкость к истиранию;
- звукоизоляционные свойства;
- влагостойкость.
Чем выше класс, тем лучше перечисленные свойства ламината. Ламинированное покрытие 32 класса гарантированно прослужит 15–20 лет, а 31 класс – 10–15 лет. Кроме классов, существует такая маркировка, как АС. Обозначает она износостойкость покрытия и варьируется в пределах от 3 до 6.
Особенности 31 класса
Подобное изделие выбирают для напольных покрытий квартир. Стелить его лучше в помещениях, где они будут эксплуатироваться неинтенсивно.
Характерные показатели:
- толщина ламината от 6 до 8 мм;
- гладкость поверхности;
- необходимость подстилающего слоя при укладке.

Монтаж такого материала подходит для устройства основания в спальне или кабинете, где домочадцы проводят минимум времени.
Секреты 32 класса
Подобный вид ламината наиболее предпочтительный вариант для полов квартиры. Покрытие в жилом помещении прослужит около 15 лет, а для офиса срок службы втрое меньше. Особенности изделия:
- толщина составляет 7–12 мм;
- необходимо использовать подложку для этого класса;
- устойчивость к чистящим средствам;
- рельефное, противоскользящее покрытие;
- ударопрочный;
- присутствует слой воска для защиты стыков от жидкостей.
Следующие классы отличаются еще более высоким качеством. Важно понимать для каких целей требуется покрытие: это позволит не переплачивать за лишние свойства.
Техническая характеристика 33 класса
Для больших нагрузок стоит выбирать подобный ламинат: срок его эксплуатации составляет 20 лет, но есть и другие достоинства:
- Прочность, устойчивость к истиранию, воздействию температуры, солнца, влаги.
- Хорошая звукоизоляция позволяет отказаться от подложки.
- Подходит для помещений специального назначения, оснащенных множеством электроприборов благодаря антистатическим свойствам.
- Высококачественные замки для сборки.
Изделие подходит для офисных помещений, квартир многодетных семей, владельцев домашних животных.
Преимущества 34 класса
Стойкий и прочный вид, применяемый для общественных мест, особенно выгодный в помещениях спортивных залов. Иногда на этот класс дается пожизненная гарантия, толщина его составляет 10–12 мм.

Достоинства 43 класса
Это новинка на рынке строительных материалов, прекрасно показал себя в помещениях с повышенной эксплуатацией. Изготавливают ламинат лишь несколько производителей. Вместо ДВП для изготовления этого ламината используют поливинилхлорид (ПВХ). Преимущества и особенности:
- активно используется для кухни, балкона, ванной и бани;
- высока гибкость и прочность;
- производители гарантируют 25 лет службы покрытия.
Использование подложки перед укладкой этого покрытия не требуется.
Несмотря на длительный срок службы или высокий класс изделия, стоит бережно его эксплуатировать, перед уборкой хорошо отжимать тряпку. Если при настилке ламината невозможно установить панель из-за препятствия, то мастера спиливают замок или его часть для закрепления панели специальным клеем.
Оборудование для изготовления
Для производства ламината требуется несколько единиц техники, к основным машинам и механизмам мастера относят следующие агрегаты:
- многофункциональный распилочный станок;
- специальный горячий пресс;
- аппарат для фрезеровки;
- механический паковщик.




Кроме основного списка, есть дополнительные единицы техники: погрузчик, сушильная камера. Минимальный комплект технического оснащения обойдется в 1,5 миллиона рублей.
Технология производства и ее особенности
В Европе, в 80-х года XX века начали производить ламинированное напольное покрытие. Ламинат – упрощенный общепринятый вариант названия. Сейчас основная доля этого материала выпускается в Европе. Запуск производственной линии ламината осложнен особенностями сырья.
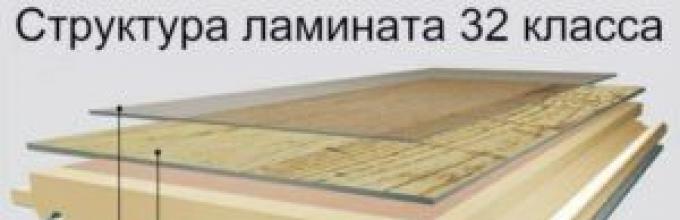
В структуре ламината выделяют 4 слоя, они делают изделие прочным и износостойким. Улучшения эксплуатационных характеристик добиваются за счет увеличения слоев, но основные 4 остаются неизменными:

- Оверлей или верхний слой служит для предохранения от механических последствий эксплуатации, химических воздействий, солнечного света.
- Декоративный слой – это специальная бумага или фольга для имитации разных структур дерева, плитки и прочих материалов.
- Средний слой ламината состоит из древесноволокнистой плиты и обладает хорошими прочностными показателями.
- Нижний слой выполнен из пропитанной смолами или парафинированной бумаги, она защищает материал от ударов, истирания и проникновения жидкостей.
Нижний слой иногда бывает изготовлен из пластика, суммарная толщина двух верхних слоев колеблется от 0,2 мм до 0,9 мм. Толщина нижнего слоя находится в диапазоне от 0,1 до 0,8 мм.
В технологии производства ламината выделяют пять стадий:
- Выполнение высокоплотных древесноволокнистых плит.
- Насыщение, пропитывание поверхности изделия – процесс, называемый импрегнацией.
- Облицовка заготовки.
- Распил.
- Фрезеровка.
- Фасовка.

Ламинированную плиту формируют из HDF плиты (высокоплотной ДВП). Есть несколько методов производства ламината:
- HPL – с помощью высокого давления.
- CPL – конвейерное производство.
- DPL – прямым прессованием.
- CML или RML – непрерывное прессование нескольких слоев.
- PDL – технология печати рисунка.
- ELESGO – метод высушивания поверхности электронного луча.
Различия методов производства ламината

При HPL технологии склеивают материалы холодным, теплым или горячим способом, этот процесс именуют кашированием. Склеивание с высокой температурой позволяет добиться высокого качества, поэтому часто используют горячее каширование.
Перед склеиванием поверхность очищают от пыли, после этого ровно наносят клей и отвердитель. Две детали пропускают через пресс, склеивая при температуре около двухсот градусов Цельсия. После склеивания оверлея с декоративным слоем приступают к соединению с помощью клея этой детали с основанием и нижним слоем.
Производство ламината по технологии CPL – это соединение основания с верхним слоем через прессование. Слои пропускают через вальцы при высокой температуре. Мастера склеивают несколько верхних слоев, а затем прессуют их к HDF плите.
Для DPL характерно отсутствие склеивания. Берут слои, прошедшие процесс импрегнации, прессуют при температуре двести градусов. Смола, содержащаяся в изделиях, плавится, склеивая их. После высыхания образуется монолитная плоскость верхнего слоя ламината.
При CML или RML методах для повышения прочности используют крафт-бумагу, такая добавка приводит к значительному удорожанию ламината.

Особенность PDL технологии декоративного рисунка, но располагают изображение на древесноволокнистой плите. Потребность в дополнительных слоях декора отпадает. Дальнейшее производство ведется по технологии DPL.
Верхний слой, состоящий из бумаги с изображением двух слоев оверлея, высушивают электронным лучом. Технология ELESGO предполагает применение акрилатных смол для предварительной импрегнации оверлея. После затвердения получается прочная эластичная пленка. Слои соединяют клеем под прессом и при высокой температуре.
Выгодно ли подобное производство?
Наладить производство ламината – дорогостоящее мероприятие, суммарные расходы превысят 800 тыс. долларов. Кроме основного производства, необходимо заниматься лесом и изготовлением щепы. Такое комплексное предприятие намного надежнее, но совокупность затрат остановит многих бизнесменов.
Видео: Производство ламината
На рынке напольных покрытий представлено множество различных материалов, самым современным из которых является ламинат.
Ламинированное напольное покрытие представляет собой тонкие листы толщиной в 7-11 мм, около 100-140 см в длину и 20 см в ширину. Эти листы также снабжены по краям шипами и пазами для стыковки друг с другом. Среди других популярных видов напольных покрытий (ламинат, паркет, линолеум, ковролин, керамическая плитка) на первом месте стоит именно ламинированный материал, который находится в среднем ценовом сегменте.
Этому способствовали несколько факторов. За последние три года в связи с экономической ситуацией в стране аналитики отмечали увеличение спроса на относительно дешевые материалы – ламинат и линолеум. Дорогостоящие покрытия – ковролин, плитка и паркет – оказались не столь востребованы. Однако линолеум уступает по многим своим характеристикам ламинату, что и обусловило популярность последнего. При примерно одинаковой стоимости этих покрытий, ламинат может похвастаться большими преимуществами. Он обладает такими качествами, как влагостойкость, водостойкость, износоустойчивость и стойкость к истиранию.
Кроме того, производители ламината предлагают покрытия с огромным выбором декоров и цветовой гаммы. Влагостойкий ламинат (его плита HDF , как правило, имеет зеленоватую окраску) используется для отделки помещений с повышенной влажностью. В картонной облицовке такого материала содержатся вещества, уничтожающие грибки.
Выбор водостойкого ламината, правда, более ограничен, особенно среди продукции российского производства. Это качество материала достигается за счет использования очень высокого давления, при котором прессуется ламинат, и за счет полной герметизации замков горячим воском.
Износоустойчивость ламината напрямую связана с его классом и помещением, для использования в котором этот материал предназначен. Например, гарантия на ламинат 32-го класса составляет 15-20 лет, на более дешевый ламинат 31-го класса – 10-15 лет. Срок службы покрытия эконом-класса составляет максимум 12 лет.
Технологии производства ламинированного напольного покрытия позволяют воспроизводить на его поверхности практически любые текстуры и рисунки, в том числе имитировать дорогие натуральные покрытия – от паркета до доски из ценных пород дерева.
На российском рынке этот продукт появился не столь давно – всего лишь лет 15 назад. Первый ламинат был европейского производства, и цены на него были совсем не низкие. Со временем конкуренция сыграла свою роль, что привело к усовершенствованию технологий производства ламината, увеличению количества его видов, появлению российских производителей и, как следствие, к снижению цен на этот материал. Таким образом, за последние десять лет ламинат стал массовым и общедоступным продуктом.
Конкуренция на этом рынке довольно высока, что неудивительно. Ведь и перспективы его развития, по мнению специалистов, весьма оптимистичны. Как правило, ламинат делят по странам его производства: европейский, российский и китайский.
Европейский ламинат производится на заводах Франции, Германии, Польши, Бельгии, Швеции, Финляндии, Норвегии, Австрии, Швейцарии и Испании. Наибольшим спросом на российском рынке пользуется ламинат немецкого производства. Европейские материалы считаются лучшими по качеству, чем другие, так как требования, предъявляемые к этой продукции, в Европе намного выше, чем в других странах. Правда, это преимущество оборачивается и недостатком: европейский ламинат отличается более высокой ценой из-за немалых затрат на его производство.
Европейские производители давно присматриваются к российскому рынку сбыта. Некоторые из них открывают свои заводы на территории России. Но из-за определенных нюансов и особенностей российского ведения бизнеса большинство зарубежных фабрик предпочитают иметь в нашей стране свои представительства или же вовсе ограничиваются информационной поддержкой своих дилеров.
Продукция китайского производства занимает достаточно большую долю рынка (согласно исследованиям – до 30%). Связано это с тем, что китайский ламинат долгое время был дешевле других аналогов. Кроме того, многие европейские производители ламинированного покрытия размещают свое производство ламината в Китае, чтобы сократить расходы.
Однако большой процент официально ввозимых из Китая видов ламинированных покрытий не соответствует санитарным требованиям. Есть и другая причина снижения популярности китайской продукции. Если ранее такие материалы пользовались спросом из-за низкой цены, то с ростом курса доллара увеличилась и стоимость ламината, импортируемого из Китая. Сейчас стоимость ламината эконом-класса китайских марок оказывается зачастую выше российских аналогов.
Основная тенденция развития современного рынка ламинированных напольных покрытий заключается в увеличении объема российской продукции на фоне роста потребления ламината в России.
Первые российские заводы по производству ламината появились в 2003 году. Как правило, это были дочерние компании международных холдингов (ООО «Кроношпан» и ООО «Кроностар»). У них было явное преимущество – они владели собственными линиями производства HDF -плит, из которых изготавливается ламинат. Их продукция была, в основном, средней и низкой ценовой категории (31-ый и 32-ой классы). В 2005 году монополия на рынке была нарушена. В это время появилась первая полностью российская компания ООО «Техносила», выпускавшая продукцию под брендом «Шелехов ламинат». Так как этой компании из-за отсутствия собственных производственных мощностей приходилось закупать плиты за рубежом, соперничать с западными конкурентами в эконом-сегменте она не могла и сосредоточилась на выпуске ламината 33-го класса в высоком ценовом сегменте.
В 2008 году появилось еще одно российское предприятие на этом рынке – ООО «РБК-Ламинат», использующее в производстве плиты отечественного производства. Эта компания выпускала ламинат 32-го класса в низком ценовом сегменте. Но ей удалось дистанцироваться от западных конкурентов за счет акцентирования внимания на разнообразии дизайна. Ламинат со структурной поверхностью, имитирующей кожу змеи или крокодила, оказался неожиданно востребован покупателями.
Таким образом, очевидно, что конкуренция среди российских и зарубежных производителей ламинированных покрытий высока, но возможности для развития все еще достаточно большие. Российские компании по производству ламината, стараются занять пока еще свободные сегменты рынка за счет поиска неожиданных решений и/или своей ценовой категории.
Производство ламината
Производство ламината – достаточно сложный процесс, который состоит из нескольких этапов: изготовление древесноволокнистой плиты высокой прочности, импрегнация верхних слоев, облицовывание плиты, распилка и фрезерование панелей и, наконец, упаковка.
Основой для производства ламината является плита HDF (High Density Fibre board) – древесноволокнистая плита (ДВП) высокой плотности. Чем больше плотность производимой плиты (минимальная плотность составляет 800 кг/куб. м), тем выше влагостойкость и механическая прочность материала.
Сырьем для производства такой плиты служит дерево, которое очищается от коры, а затем при помощи специальных станков рубится на щепу. Для производства вам понадобится технологическая линия, включающая в себя профильный двусторонний станок, автоматическую чистку, упаковочную машину, автоматическую подачу/загрузку и автоматическую укладку в штабеля. Производительность небольшого завода составляет около 15 млн. кв. м/год.
Рентабельность по предварительной оценке высока и достигает 30%. Самая простая производственная линия обойдется вам в сумму от 25 млн. руб.
Прибавьте к этой сумме стоимость аренды цехов площадью не менее 2-2,5 тыс. кв. м, складов (обязательно сухих и отапливаемых, так как ламинат плохо переносит перепады влажности), заработную плату рабочим (не менее 20-25 человек). Еще одна существенная статья расходов – закупка сырья.
К сожалению, развитию производства ламината полного цикла в нашей стране мешает отсутствие качественных российских компонентов для его производства. Поэтому отечественным компаниям приходится закупать его за рубежом. Для изготовления покрытия эконом-классе можно использовать и сырье отечественного производства. Основная сложность заключается в том, чтобы найти поставщиков.
Не забудьте и о расходах на сертификацию своей продукции. В России до сих пор не существует норм и стандартов на производства этих видов материалов, поэтому нашим производителям приходится брать на вооружение нормы и стандарты других стран. Между тем, вопрос экологичности ламинированного напольного покрытия стоит достаточно остро, ведь сама технология производства предполагает использование в нем вредных фенолформальдегидных смол, которые содержатся в плитах ДСП.
Содержание формальдегида в готовом ламинате по норме не должно превышать 0,01 мг/куб. м, а фенола – 0,003 мг/куб. м. Так как российского ГОСТ на ламинат пока не существует, импортный ламинат проходит сертификацию по ГОСТ 4598-86 (Плиты древесноволокнистые. Технические условия). А ламинат отечественного производства выпускается по ТУ каждого отдельного производителя. Кроме того, каждая партия вашей продукции обязательно должна иметь гигиенический сертификат.
Также завод-изготовитель предоставляет гарантию на свою продукцию на срок от 5 до 15 лет, в зависимости от класса покрытия.
Для сбыта готовой продукции необходимо развивать собственную дилерскую сеть. Из-за высокой конкуренции на рынке напольных покрытий, а также появления новых отечественных компаний-производителей ламината, на поиск каналов сбыта уйдет довольно много времени, поэтому заниматься этим лучше уже во время открытия вашего производства.
предназначен для защиты от внешних воздействий.
Это специальная бумага, имитирующая структуру и цвет различных пород деревьев или керамической плитки.
Основа ламината, древесноволокнистая плита высокой плотности.
предназначен для защиты HDF плиты от деформации и защиты ламината от влаги.
При помощи этих замков панели ламината плотно скрепляются между собой без применения клея.
Из плиты HDF c импрегнацией верхних слоев - это процесс состоящий из следующих этапов:
. облицовывание плиты;
. распил и фрезерование панелей;
. упаковка.
Импрегнация - это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс.В основном производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
производит ламинат прямого прессования DPL. При технологии DPL происходит одновременное спрессовывание при высокой температуре всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, которые при горячем прессовании (до 200°С) плавятся и склеивают поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Для получения ламинированной плиты необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем.
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината.
Происходит упаковка в термоусадочную полиэтиленовую (ПЭ) пленку готового ламината.

Состоит из:
1. Станок для ламинирования ZYX1400; ZYX1600.
2. Станки для распиловки ламината DP-2700.
3. Линия для фрезерования замка click на ламинате FHZ525+FHH625.
4. Станок для упаковки ламината TS-200.
Производительность линии в смену (8 часов) составляет: 700 м2. Необходимая площадь цеха (без склада готовой продукции): 450 м2.
Автоматическая состоит из следующих основных узлов:
1. .
2. Линия веерного охлаждения.
3. Линия для распиловки ламината.
4. Линия фрезеровки замка ламината.
5. Линия упаковки ламинированного пола.
Производительность линии в смену (8 часов) составляет: 1000 м2. Необходимая площадь цеха (без склада готовой продукции): 900 м2.
Применяется при производстве ламината. изготавливается под различные размеры плит ХДФ: 2800×2070 мм, 2440×1220 мм, 2440×2070 мм, 2620х2070 мм. Прессы высокого давления "ZYX" имеют различную производительность и усилие прессования, поставляются с подающим и приемным столом.
| Общее давление (т) | 1400 | 1600 |
| Удельное давление (кг/см2) | 27,4 | 27,4 |
| Расположение цилиндров |
верхнее | верхнее |
| Диаметр гидроцилиндров (мм) |
340 | 380 |
| Количество гидроцилиндров (шт) |
6 | 6 |
| Производительность (шт/день) | 1200 |
1200 |
| Размер плиты (мм) |
2440х1220 |
2620х2070 |
| Максимальное раскрытие плит (мм) | 200 |
200 |
| Мощность бойлера (КВт) | 31 | 31 |
| Габаритные размеры (мм) | 3300х2000х3500 | 3700х2200х3500 |
| Масса станка (кг) | 17000 | 20000 |
Предназначен для поперечной распиловки ламината на необходимые размеры. У каждого производителя свои размеры ламината.

| Максимальная ширина плиты (мм) |
2700 |
| Максимальная высота пропила (мм) | 30 |
| Диаметр пил (мм) |
180-250 |
| Посадочный диаметр пил (мм) |
75 |
| Частота вращения пил (об/мин) |
2500 |
| Суммарная мощность (КВт) | 23,7 |
| Скорость подачи (м/мин) |
3-15 |
| Габаритные размеры (мм) | 2000х3300х1350 |
| Масса станка (кг) | 3450 |
Предназначен для продольной распиловки ламината на необходимые размеры для последующего фрезерования ламината.

| Максимальная ширина плиты (мм) | 1250 |
| Высота пропила (мм) | 6-20 |
| Диаметр пил (мм) | 300 |
| Посадочный диаметр пил (мм) | 80 |
| Частота вращения пил (об/мин) | 2900 |
| Мощность подачи (КВт) | 1,1 |
| Мощносить главного двигателя (КВт) | 15 |
| Скорость подачи (м/мин) | 10-40 |
| Габаритные размеры (мм) | 1350х1200х1350 |
| Масса станка (кг) | 600 |
Автоматическая высокоскоростная линия предназначена для изготовления замка (Click) на ламинате. Она оснащена дополнительными прирезными шпинделями, что исключает сколы по всему периметру заготовки и гарантирует высокое качество готового изделия. Рабочая поверхность стола оснащена твердосплавными платинами, что обеспечивает долговечность работы оборудования и уменьшает износ поверхности стола. Приемный стол оснащен автоподатчиком заготовок для увеличения скорости подачи до 80 м/мин.

 |
Немецкий электромотор SEW с высоким крутящим моментом и встроенным индустриальным контроллером подачи PID, достигающий высокой скорости подачи 80 м/мин. |
 |
Разработанные V-HOLD прецизионные линейные направляющие с твердосплавными пластинами для высокоскоростных подач (увеличивают износостойкость и уменьшают трение о стол). |
 |
Система контроля - SIEMENS с мультифункциональным и интуитивно понятным интерфейсом, легкость управления и настройки. |
 |
Французская система подготовки воздуха Legris. |
 |
поставка алмазного инструмента. |
 |
Контроль размера входного материала для безопасной работы. |
 |
Система воздушного обдува высокого давления, удаляющая пыль и стружку с направляющих и стола. |
 |
Контроль заготовки по толщине на шипорезе. |
 |
Твердость покрытия стола HV-700-1000, уровень твердости YG8. |
 |
Запатентованные вертикальные шпиндели для прецизионной фрезеровки деталей. |
 |
Пылезащитные инверторы компании SIEMENS. |
 |
Комбинированная система подачи равномерно распределяет давление по всей площади обрабатываемой заготовки. |
| Технические характеристики | |
| Скорость подачи (м/мин) | 20-80 |
| 0,75 | |
| Габариты (мм) | 3100х600х1400 |
| Максимальная ширина обработки (мм) | 250 |
| Минимальная ширина обработки (мм) | 95 |
| Скорость подачи (м/мин) | 20-80 |
| Мощность привода подачи (КВт) | 9 |
| 6000-8000 | |
| 6х8КВт | |
| 4х6,5КВт | |
| 1,5 | |
| Диаметр шпинделей (мм) | 40 |
| 280 | |
| 120 | |
| Суммарная мощность (КВт) | 83 |
| Скорость подачи (м/мин) | 20-80 |
| Суммарная мощность (КВт) | 2 |
| Габариты (мм) | 2880х600х1400 |
| Максимальная длина заготовки (мм) | 2500 |
| Минимальная длина заготовки (мм) | 400 |
| Скорость подачи (м/мин) | 10-60 |
| Мощность привода подачи (КВт) | 5,5 |
| Частота вращения шпинделей (об/мин) | 6000-8000 |
| Мощность вертикальных шпинделей | 6х6,5КВт |
| Мощность финишных шпинделей "Click" | 4х6,5КВт |
| Мощность двигателя регулировки ширины (КВт) | 1,5 |
| Диаметр шпинделей (мм) | 40 |
| Диаметр инструмента на шпинделях (мм) | 220-250 |
| Диаметр аспирационных патрубков (мм) | 120 |
| Суммарная мощность (КВт) | 92,6 |
Предназначен для полуавтоматической упаковки в термоусадочную ПЭ пленку готового ламината.
Ламинат с каждым днем становится популярнее своих предшественников – паркета и половой доски. Его высокая прочность и простота в уходе сделали его популярным в частных домах квартирах и офисах. На сегодняшний день ламинат является прекрасной альтернативой любым покрытиям из натурального дерева.
Несмотря на такую популярность этого материала, мало кто знает, как происходит производство ламината. Каким бывает этот материал, его конструктивные особенности.
Изготовление ламината — все гениальное просто
История ламината
Создание ламината датируется концом семидесятых годов прошлого столетия. Первый материал для напольных покрытий, отдаленно напоминавший современный ламинат был создан компанией «Персторп» из Швеции.
Эта фирма занималась разработкой различных материалов для строительных работ и была довольно популярна по всей Европе. Новый материал получил название laminated plastic, что в переводе означает слоистый пластик.
Первая разработка состояла всего из двух частей. Сверху материал обрабатывался меламиновой смолой, которая помогала воссоздать декоративный слой, а снизу в производстве принимали участие фенольные смолы.
Слои соединялись сразу несколькими способами. Пропитывания термоактивным клеем было маловато, и создатели стали использовать прессование под воздействием высоких температур.
Ламинат такой, как мы привыкли его видеть, появился только через десятилетие. Автором глобальной доработки материала стала немецкая компания «Хорнитекс».
Эта фирма применила совершенно новый технологический подход и оборудование для производства ламината нового образца и сумела создать ламинированное покрытие с уникальными свойствами. Слоев теперь было четыре, вместо двух. В состав вводилась фольга, пропитанная в фенольной и меламиновой смолах.
В 1994 году ламинат имел огромный спрос на рынке строительных материалов. Увеличившиеся до грандиозных масштабов, объемы продаж требовали ввести орган, контролирующий соответствующее качество продукции. Это привело к созданию Ассоциации европейских производителей ламинированных полов.
Устройство ламината

Как указывалось выше, ламинированное покрытие состоит из нескольких слоев.
Предлагаю подробнее рассмотреть состав данного материала, который указан на рисунке:
- Нижний слой покрытия представляет собой влагостойкую бумагу
. Она необходима, если учитывать свойства древесины впитывать различные виды влаги в огромном количестве.
Данный слой пропитан смолами и предназначается, прежде всего, для защиты плиты HDF; - На бумагу ложится основная часть покрытия, а именно плита HDF высокой плотности волокон
— 880 кг/м куб.
Она является главной несущей частью ламинированного покрытия и призвана сохранять геометрию и структуру пола. Данный материал является прочнее самой древесины;
Заметка: Для изготовления HDF используется лес-кругляк, который очищают от коры.
После этого данный материал перерабатывается на щепу.
После сортировки крупнофракционная щепа применяется в изготовлении ДСП, а из более мелкой фракции производится HDF. Дробилку для щепы можно увидеть на рисунке.

- Третий слой покрытия представляет пленку , которая предназначена обеспечить дополнительную защиту от влаги как плиты HDF, так и верхних двух слоев;
- Далее укладывается специальная бумага
, или фольга, на которую нанесена структура имитируемого материала.
Это может быть камень дерево или любой другой органический материал; - Верхний слой
призван обеспечивать износостойкость и внешний вид на протяжении долгого времени. Именно он проходит обработку из меламиновыми смолами.
Этот процесс называется «ламинирование», что дало название этому покрытию. Верхний слой бывает однородным, а бывает композитным.
Преимущества ламината
- Устойчивость к механическим воздействиям и вытиранию;
- Способность длительный срок противостоять различным нагрузкам и деформации;
- Качественное противостояние к абразивному воздействию верхнего слоя материала;
- Верхний слой материала легко отчищается и остается стойким к химическому воздействию;
- Не выгорает и не относится к легковоспламеняющимся;
- Имеет прекрасную проводимость тепла и легко убирается;
- Один из самых дешевых материалов для пола, созданных с применением натурального дерева;
- Простой в монтаже, допускается установка своими руками.
Технологический процесс создания ламинатного покрытия
Производство ламината на каждом предприятии может отличаться. Практически каждый производитель имеет свою технологию и уникальные разработки. Не смотря на это, суть создания и основные процессы практически не отличаются.
Подготовка щепы
- Сначала, щепа поступает на мойку, где горячей водой вымывается мусор;
- Вторым этапом является распаривание щепы паром. Это производится для получения древесины с одинаковой влажностью. Пар прогревает щепу до 100 градусов по Цельсию;
- После этого щепа проходит вторичную обработку пара под большим давлением. Температура этой камеры достигает 175 градусов. После этих манипуляций щепа становится достаточно пластичной и готовой дальнейшей обработке;
- После этого щепа поступает на измельчение до нужной фракции, которое проводится в установке под названием рафинер. На выходе из него в полученный материал добавляется смолы и вяжущие вещества и парафин, который снижает влагопоглощение;
- Следующим этапом является сушка щепы. Кроме основных функций, в задачи этой установки входит также выравнивание влажности. Один из вариантов сушилки вы можете увидеть на фото внизу;

Первичное производство
- Теперь щепа переходит непосредственно на производство компонентов для ламинатного покрытия. Вначале она засыпается в накопительный бункер, а затем переходит непосредственно на установку первичного прессования.
Данная установка формирует плиты, отдаленно напоминающие необходимый продукт. После уменьшения в 5-6 раз из щепы полностью удаляется воздух, но выглядит она все равно довольно рыхло; - Одним из главных процессов в производстве плиты является прессование. Первая обработка проходит под температурой 200-300 градусов и имеет давление до 300 МПа. Этот действие применено для формирования поверхности плиты;
- Второе этап прессования является прогревающим. Здесь температуру понижают до 190 градусов и воздействуют на плиту давлением в 40-120 МПа
- Заключительным этапом прессования является выравнивание плиты до идеальной, ровной поверхности, Давление пресса, примененное здесь, составляет 60-150 МПа. Данные процесс можно увидеть на рисунке 4

Изготовление ламината
На заключительных этапах производятся следующие операции:
- После проверки качества плита отправляется на порезку. Данные манипуляции производятся делительной пилой. В основном размер плит на выходе составляет 2800*4140 мм.
Сразу после порезки плиты охлаждаются в течение получаса. Затем плитам дают время для приобретения стабильной структуры. У большинства производителей этот период составляет несколько суток; - Следующая операция с плитами заключается в шлифовании и доработки установкой, которая называется форматизер. Данное устройство перерезает плиту на общепринятый размер 2800*2070.
- Затем идет процесс прессования, который делается не одинаково. Применяется как полное прессование ламината, так и отдельных его частей.
Данные технологии зависят от того, что предписывает инструкция компании производителя. - Последним процессом изготовления панелей является их раскрой и ламинирование, после чего выполняется фрезерование краев, рисунок 5.
Современные замковые соединения предполагают использование нескольких десятков различных фрез. От точности настройки зависит, насколько качественными замками будут оснащены панели.

Технологический процесс изготовления ламината можно посмотреть на видео:
Классификация ламината
В настоящее время изготовление ламинированных покрытий подчиняется жестким правилам и ГОСТам. Одним из способов контроля над изготовителями, является разбитие ламината на классы.
Каждый вид изделия обозначается двузначным числом. В этой нумерации первая цифра обозначает помещение, для которого предназначается данная продукция, а вторая указывает на возможную интенсивность эксплуатации. Улучшения класса соответствует возрастание цифр .
Классы разделяются на:
- 21-22 – предназначены для покрытия полов в жилых помещениях с малым уровнем эксплуатации . Это могут быть спальни и комнаты с малым уровнем посещаемости. Цена на такую продукцию также очень низкая;
- 23 – укладывается в гостиных, залах, детских комнатах . Данный вид покрытия может полноценно служить до шести лет;
- 31 – может укладываться как в небольших офисных помещениях, так и жилых домах. Причем при в квартире срок его службы достигает более чем 10 лет, а стоимость немногим выше, чем 23 класс;
- 32-33 – Это самые износостойкие виды ламината. Их покупают для монтажа полов в магазинах, больших офисах и местах с большой проходимостью.
Прекрасный защитный слой этого вида подкреплен звукоизоляцией, которую можно использовать как .
В случае укладки такого покрытия в жилых помещениях, он будет оставаться в отличном состоянии на протяжении многих лет.
Внешние особенности ламината
Ламинат имеет очень большую цветовую гамму (см. ). Он может имитировать любой из доступных материалов: дерево, камень, песок. Стоит признать, что в расцветках и оттенках доминируют цвета под различные породы древесины.
Это, в свою очередь, дало потребителям не правильное представление о данном материале. Многие считают, что ламинатное покрытие является имитацией дерева.
Бытует второе название этого материала – ламинированный паркет. Данные суждения совершенно не отвечают истинному положению вещей. Ламинат является полностью самобытным материалом, по многим свойствам, превосходящим те материалы, с которыми его сравнивают.
Ламинатное покрытие может отличаться не только палитрой цветов, но и структурой. Мы можем приобрести материал, структурирован под древесину, масло, камень. Он может быть матовым или иметь глянцевый блеск.
Еще одной особенностью внешних данных данного покрытия, ест его возможность имитации паркета полосами.
Ламинат может иметь одну, две или три полосы.
- Однополосный ламинат является самым дорогим. Это объясняется особенностями его производства, которые предполагают использование самых широких материалов для создания одной полосы. С его помощью можно создавать уникальный дизайн, имитируя различные материалы с минимальным отличием от оригинала.
- Двухполосное покрытие не имеет фаски, но имеет большую схожесть со штучным паркетом, увеличенной ширины;
- Трехполосный материал является самым не дорогим. Не имея фаски, он отлично имитирует паркет уложенный «палубным» методом.
Уборка и уход за ламинатом
Какому бы классу не соответствовало выбранное покрытие, какими бы свойствами его не наделили производители, неправильная уборка и уход за ним может значительно сократить срок службы и свести на нет все положительные свойства.
Основой изготовления ламинатного покрытия является дерево, которое на 90% является его составляющей. От длительного воздействия влаги данное покрытие может вздуваться, изменяя свою структуру. Для правильного ухода за ламинатом достаточно пользоваться некоторыми простыми правилами.

- После монтажных работ необходимо провести первую, генеральную уборку;
- Данный материал имеет защитные свойства от оседания пыли, заложенные в структуру изготовителями;
- Для регулярной, плановой уборки ламинат достаточно проходить пылесосом;
- Загрязнения, которые пристали к полу, довольно просто отчищаются влажной, хорошо выкрученной тряпкой, с минимальным добавлением уксуса;
- Более стойкие загрязнения можно удалять с помощью специальных средств. После проведения очистки пол необходимо протереть влажной тряпкой;
- Для более долгого срока службы верхнего покрытия пола, старайтесь не пользоваться моющими средствами, которые содержат твердые частицы;
- При транспортировке мебели приподнимайте ее над полом, перетаскивание может повредить покрытие;
- При возможности, старайтесь использовать материалы для защиты пола на ножках стульев и столов;
- Проводя уборку с применением воды, либо других растворов на ее основе, помните, что влага не должна впитываться в пол;
- При попадании на пол большого количества влаги, ее нужно удалить, не теряя ни минуты.
Вывод
Производство ламината – это сложный технологический процесс, который помогает выпустить материал для напольных покрытий отличного качества. Благодаря особенностям технологического процесса, материал имеет уникальные свойства, прост в монтаже и эксплуатации.