Ламинат с каждым днем становится популярнее своих предшественников – паркета и половой доски. Его высокая прочность и простота в уходе сделали его популярным в частных домах квартирах и офисах. На сегодняшний день ламинат является прекрасной альтернативой любым покрытиям из натурального дерева.
Несмотря на такую популярность этого материала, мало кто знает, как происходит производство ламината. Каким бывает этот материал, его конструктивные особенности.
Изготовление ламината — все гениальное просто
История ламината
Создание ламината датируется концом семидесятых годов прошлого столетия. Первый материал для напольных покрытий, отдаленно напоминавший современный ламинат был создан компанией «Персторп» из Швеции.
Эта фирма занималась разработкой различных материалов для строительных работ и была довольно популярна по всей Европе. Новый материал получил название laminated plastic, что в переводе означает слоистый пластик.
Первая разработка состояла всего из двух частей. Сверху материал обрабатывался меламиновой смолой, которая помогала воссоздать декоративный слой, а снизу в производстве принимали участие фенольные смолы.
Слои соединялись сразу несколькими способами. Пропитывания термоактивным клеем было маловато, и создатели стали использовать прессование под воздействием высоких температур.
Ламинат такой, как мы привыкли его видеть, появился только через десятилетие. Автором глобальной доработки материала стала немецкая компания «Хорнитекс».
Эта фирма применила совершенно новый технологический подход и оборудование для производства ламината нового образца и сумела создать ламинированное покрытие с уникальными свойствами. Слоев теперь было четыре, вместо двух. В состав вводилась фольга, пропитанная в фенольной и меламиновой смолах.
В 1994 году ламинат имел огромный спрос на рынке строительных материалов. Увеличившиеся до грандиозных масштабов, объемы продаж требовали ввести орган, контролирующий соответствующее качество продукции. Это привело к созданию Ассоциации европейских производителей ламинированных полов.
Устройство ламината

Как указывалось выше, ламинированное покрытие состоит из нескольких слоев.
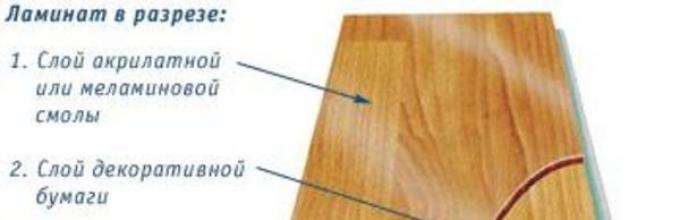
Предлагаю подробнее рассмотреть состав данного материала, который указан на рисунке:
- Нижний слой покрытия представляет собой влагостойкую бумагу
. Она необходима, если учитывать свойства древесины впитывать различные виды влаги в огромном количестве.
Данный слой пропитан смолами и предназначается, прежде всего, для защиты плиты HDF; - На бумагу ложится основная часть покрытия, а именно плита HDF высокой плотности волокон
— 880 кг/м куб.
Она является главной несущей частью ламинированного покрытия и призвана сохранять геометрию и структуру пола. Данный материал является прочнее самой древесины;
Заметка: Для изготовления HDF используется лес-кругляк, который очищают от коры.
После этого данный материал перерабатывается на щепу.
После сортировки крупнофракционная щепа применяется в изготовлении ДСП, а из более мелкой фракции производится HDF. Дробилку для щепы можно увидеть на рисунке.

- Третий слой покрытия представляет пленку , которая предназначена обеспечить дополнительную защиту от влаги как плиты HDF, так и верхних двух слоев;
- Далее укладывается специальная бумага
, или фольга, на которую нанесена структура имитируемого материала.
Это может быть камень дерево или любой другой органический материал; - Верхний слой
призван обеспечивать износостойкость и внешний вид на протяжении долгого времени. Именно он проходит обработку из меламиновыми смолами.
Этот процесс называется «ламинирование», что дало название этому покрытию. Верхний слой бывает однородным, а бывает композитным.
Преимущества ламината
- Устойчивость к механическим воздействиям и вытиранию;
- Способность длительный срок противостоять различным нагрузкам и деформации;
- Качественное противостояние к абразивному воздействию верхнего слоя материала;
- Верхний слой материала легко отчищается и остается стойким к химическому воздействию;
- Не выгорает и не относится к легковоспламеняющимся;
- Имеет прекрасную проводимость тепла и легко убирается;
- Один из самых дешевых материалов для пола, созданных с применением натурального дерева;
- Простой в монтаже, допускается установка своими руками.
Технологический процесс создания ламинатного покрытия
Производство ламината на каждом предприятии может отличаться. Практически каждый производитель имеет свою технологию и уникальные разработки. Не смотря на это, суть создания и основные процессы практически не отличаются.
Подготовка щепы
- Сначала, щепа поступает на мойку, где горячей водой вымывается мусор;
- Вторым этапом является распаривание щепы паром. Это производится для получения древесины с одинаковой влажностью. Пар прогревает щепу до 100 градусов по Цельсию;
- После этого щепа проходит вторичную обработку пара под большим давлением. Температура этой камеры достигает 175 градусов. После этих манипуляций щепа становится достаточно пластичной и готовой дальнейшей обработке;
- После этого щепа поступает на измельчение до нужной фракции, которое проводится в установке под названием рафинер. На выходе из него в полученный материал добавляется смолы и вяжущие вещества и парафин, который снижает влагопоглощение;
- Следующим этапом является сушка щепы. Кроме основных функций, в задачи этой установки входит также выравнивание влажности. Один из вариантов сушилки вы можете увидеть на фото внизу;

Первичное производство
- Теперь щепа переходит непосредственно на производство компонентов для ламинатного покрытия. Вначале она засыпается в накопительный бункер, а затем переходит непосредственно на установку первичного прессования.
Данная установка формирует плиты, отдаленно напоминающие необходимый продукт. После уменьшения в 5-6 раз из щепы полностью удаляется воздух, но выглядит она все равно довольно рыхло; - Одним из главных процессов в производстве плиты является прессование. Первая обработка проходит под температурой 200-300 градусов и имеет давление до 300 МПа. Этот действие применено для формирования поверхности плиты;
- Второе этап прессования является прогревающим. Здесь температуру понижают до 190 градусов и воздействуют на плиту давлением в 40-120 МПа
- Заключительным этапом прессования является выравнивание плиты до идеальной, ровной поверхности, Давление пресса, примененное здесь, составляет 60-150 МПа. Данные процесс можно увидеть на рисунке 4

Изготовление ламината
На заключительных этапах производятся следующие операции:
- После проверки качества плита отправляется на порезку. Данные манипуляции производятся делительной пилой. В основном размер плит на выходе составляет 2800*4140 мм.
Сразу после порезки плиты охлаждаются в течение получаса. Затем плитам дают время для приобретения стабильной структуры. У большинства производителей этот период составляет несколько суток; - Следующая операция с плитами заключается в шлифовании и доработки установкой, которая называется форматизер. Данное устройство перерезает плиту на общепринятый размер 2800*2070.
- Затем идет процесс прессования, который делается не одинаково. Применяется как полное прессование ламината, так и отдельных его частей.
Данные технологии зависят от того, что предписывает инструкция компании производителя. - Последним процессом изготовления панелей является их раскрой и ламинирование, после чего выполняется фрезерование краев, рисунок 5.
Современные замковые соединения предполагают использование нескольких десятков различных фрез. От точности настройки зависит, насколько качественными замками будут оснащены панели.

Технологический процесс изготовления ламината можно посмотреть на видео:
Классификация ламината
В настоящее время изготовление ламинированных покрытий подчиняется жестким правилам и ГОСТам. Одним из способов контроля над изготовителями, является разбитие ламината на классы.
Каждый вид изделия обозначается двузначным числом. В этой нумерации первая цифра обозначает помещение, для которого предназначается данная продукция, а вторая указывает на возможную интенсивность эксплуатации. Улучшения класса соответствует возрастание цифр .
Классы разделяются на:
- 21-22 – предназначены для покрытия полов в жилых помещениях с малым уровнем эксплуатации . Это могут быть спальни и комнаты с малым уровнем посещаемости. Цена на такую продукцию также очень низкая;
- 23 – укладывается в гостиных, залах, детских комнатах . Данный вид покрытия может полноценно служить до шести лет;
- 31 – может укладываться как в небольших офисных помещениях, так и жилых домах. Причем при в квартире срок его службы достигает более чем 10 лет, а стоимость немногим выше, чем 23 класс;
- 32-33 – Это самые износостойкие виды ламината. Их покупают для монтажа полов в магазинах, больших офисах и местах с большой проходимостью.
Прекрасный защитный слой этого вида подкреплен звукоизоляцией, которую можно использовать как .
В случае укладки такого покрытия в жилых помещениях, он будет оставаться в отличном состоянии на протяжении многих лет.
Внешние особенности ламината
Ламинат имеет очень большую цветовую гамму (см. ). Он может имитировать любой из доступных материалов: дерево, камень, песок. Стоит признать, что в расцветках и оттенках доминируют цвета под различные породы древесины.
Это, в свою очередь, дало потребителям не правильное представление о данном материале. Многие считают, что ламинатное покрытие является имитацией дерева.
Бытует второе название этого материала – ламинированный паркет. Данные суждения совершенно не отвечают истинному положению вещей. Ламинат является полностью самобытным материалом, по многим свойствам, превосходящим те материалы, с которыми его сравнивают.
Ламинатное покрытие может отличаться не только палитрой цветов, но и структурой. Мы можем приобрести материал, структурирован под древесину, масло, камень. Он может быть матовым или иметь глянцевый блеск.
Еще одной особенностью внешних данных данного покрытия, ест его возможность имитации паркета полосами.
Ламинат может иметь одну, две или три полосы.
- Однополосный ламинат является самым дорогим. Это объясняется особенностями его производства, которые предполагают использование самых широких материалов для создания одной полосы. С его помощью можно создавать уникальный дизайн, имитируя различные материалы с минимальным отличием от оригинала.
- Двухполосное покрытие не имеет фаски, но имеет большую схожесть со штучным паркетом, увеличенной ширины;
- Трехполосный материал является самым не дорогим. Не имея фаски, он отлично имитирует паркет уложенный «палубным» методом.
Уборка и уход за ламинатом
Какому бы классу не соответствовало выбранное покрытие, какими бы свойствами его не наделили производители, неправильная уборка и уход за ним может значительно сократить срок службы и свести на нет все положительные свойства.
Основой изготовления ламинатного покрытия является дерево, которое на 90% является его составляющей. От длительного воздействия влаги данное покрытие может вздуваться, изменяя свою структуру. Для правильного ухода за ламинатом достаточно пользоваться некоторыми простыми правилами.

- После монтажных работ необходимо провести первую, генеральную уборку;
- Данный материал имеет защитные свойства от оседания пыли, заложенные в структуру изготовителями;
- Для регулярной, плановой уборки ламинат достаточно проходить пылесосом;
- Загрязнения, которые пристали к полу, довольно просто отчищаются влажной, хорошо выкрученной тряпкой, с минимальным добавлением уксуса;
- Более стойкие загрязнения можно удалять с помощью специальных средств. После проведения очистки пол необходимо протереть влажной тряпкой;
- Для более долгого срока службы верхнего покрытия пола, старайтесь не пользоваться моющими средствами, которые содержат твердые частицы;
- При транспортировке мебели приподнимайте ее над полом, перетаскивание может повредить покрытие;
- При возможности, старайтесь использовать материалы для защиты пола на ножках стульев и столов;
- Проводя уборку с применением воды, либо других растворов на ее основе, помните, что влага не должна впитываться в пол;
- При попадании на пол большого количества влаги, ее нужно удалить, не теряя ни минуты.
Вывод
Производство ламината – это сложный технологический процесс, который помогает выпустить материал для напольных покрытий отличного качества. Благодаря особенностям технологического процесса, материал имеет уникальные свойства, прост в монтаже и эксплуатации.
СХЕМА СЛОЕВ ЛАМИНАТА
- Защитный слой (оверлей) предназначен для защиты от внешних воздействий.
- Декоративный слой - это специальная бумага, имитирующая структуру и цвет различных пород деревьев или керамической плитки.
- Плита ХДФ - основа ламината, древесноволокнистая плита высокой плотности.
- Стабилизирующий слой предназначен для защиты HDF плиты от деформации и защиты ламината от влаги.
- Замковая система при помощи этих замков панели ламината плотно скрепляются между собой без применения клея.
Ламинат технология
Изготовление ламината из плиты HDF c импрегнацией верхних слоев - это процесс состоящий из следующих этапов:
- облицовывание плиты;
- распил и фрезерование панелей;
- упаковка.
Импрегнация - это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс. В основном производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
Ламинат завод производит ламинат прямого прессования DPL. При технологии DPL происходит одновременное спрессовывание при высокой температуре всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, которые при горячем прессовании (до 200°С) плавятся и склеивают поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Облицовывание плит
Для получения ламинированной плиты необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем.
Распилка и фрезерование панелей
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината.
Упаковка
Происходит упаковка в термоусадочную полиэтиленовую (ПЭ) пленку готового ламината.

Оборудование для производства ламината
Состоит из:
1. Горячий пресс для ламинирования плит HDF высокого давления
Применяются при производстве ламината. Прессы изготавливаются под различные размеры плит ХДФ: 2800Ч2070 мм, 2440Ч1830 мм, 2440Ч2070 мм. Прессы высокого давления "ZYX" имеют различную производительность и усилие прессования, поставляются с подающим и приемным столом.

Технические особенности
| Технические характеристики | ||
| Модель | ZYX1400 | ZYX1600 |
| Общее давление (т) | 1400 | 1600 |
| Удельное давление (кг/см2) | 27,4 | 27,4 |
| Расположение цилиндров | верхнее | верхнее |
| Диаметр гидроцилиндров (мм) | 340 | 380 |
| Количество гидроцилиндров (шт) | 6 | 6 |
| Производительность (шт/день) | 1200 | 1200 |
| Размер плиты (мм) | 2440х1830 | 2800х2070 |
| Максимальное раскрытие плит (мм) | 200 | 200 |
| Мощность бойлера (КВт) | 31 | 31 |
| Габаритные размеры (мм) | 3300х2000х3500 | 3700х2200х3500 |
| Масса станка (кг) | 17000 | 20000 |
2. Станок для раскроя ламината DP-2700
Предназначен для распиловки ламината на необходимые размеры для последующего фрезерования замков. У каждого производителя свои размеры ламината.

| Технические характеристики | |
| Максимальная ширина плиты (мм) |
2700 |
| Максимальная высота пропила (мм) | 30 |
| Диаметр пил (мм) |
180-250 |
| Посадочный диаметр пил (мм) |
75 |
| Частота вращения пил (об/мин) |
2500 |
| Суммарная мощность (КВт) | 23,7 |
| Скорость подачи (м/мин) |
3-15 |
| Габаритные размеры (мм) | 2000х3300х1350 |
| Масса станка (кг) | 3450 |
3. Линия фрезерования ламината FHZ525+FHH625
Автоматическая высокоскоростная линия предназначена для изготовления замка (Click) на ламинате. Она оснащена дополнительными прирезными шпинделями, что исключает сколы по всему периметру заготовки и гарантирует высокое качество готового изделия. Рабочая поверхность стола оснащена твердосплавными платинами, что обеспечивает долговечность работы оборудования и уменьшает износ поверхности стола. Приемный стол оснащен автоподатчиком заготовок для увеличения скорости подачи до 80 м/мин.

 |
Немецкий электромотор SEW с высоким крутящим моментом и встроенным индустриальным контроллером подачи PID, достигающий высокой скорости подачи 80 м/мин. |
 |
Разработанные V-HOLD прецизионные линейные направляющие с твердосплавными пластинами для высокоскоростных подач (увеличивают износостойкость и уменьшают трение о стол). |
 |
Система контроля - SIEMENS с мультифункциональным и интуитивно понятным интерфейсом, легкость управления и настройки. |
 |
Французская система подготовки воздуха Legris. |
 |
Опционально поставка алмазного инструмента. |
 |
Контроль размера входного материала для безопасной работы. |
 |
Система воздушного обдува высокого давления, удаляющая пыль и стружку с направляющих и стола. |
 |
Контроль заготовки по толщине на шипорезе. |
 |
Твердость покрытия стола HV-700-1000, уровень твердости YG8. |
 |
Запатентованные вертикальные шпиндели для прецизионной фрезеровки деталей. |
 |
Пылезащитные инверторы компании SIEMENS. |
 |
Комбинированная система подачи равномерно распределяет давление по всей площади обрабатываемой заготовки. |
| Технические характеристики | |
| Автоподатчик | SSJ01 |
| Скорость подачи (м/мин) | 20-80 |
| 0,75 | |
| Габариты (мм) | 3100х600х1400 |
| Продольно-фрезерный станок | FHZ525 |
| Максимальная ширина обработки (мм) | 250 |
| Минимальная ширина обработки (мм) | 95 |
| Скорость подачи (м/мин) | 20-80 |
| Мощность привода подачи (КВт) | 9 |
| 6000-8000 | |
| 6х8КВт | |
| 4х6,5КВт | |
| 1,5 | |
| Диаметр шпинделей (мм) | 40 |
| 280 | |
| 120 | |
| Суммарная мощность (КВт) | 83 |
| Транспортер | SSJ02 |
| Скорость подачи (м/мин) | 20-80 |
| Суммарная мощность (КВт) | 2 |
| Габариты (мм) | 2880х600х1400 |
| Двухсторонний шипорезный станок | FHH625 |
| Максимальная длина заготовки (мм) | 2500 |
| Минимальная длина заготовки (мм) | 400 |
| Скорость подачи (м/мин) | 10-60 |
| Мощность привода подачи (КВт) | 5,5 |
| Частота вращения шпинделей (об/мин) | 6000-8000 |
| Мощность вертикальных шпинделей | 6х6,5КВт |
| Мощность финишных шпинделей "Click" | 4х6,5КВт |
| Мощность двигателя регулировки ширины (КВт) | 1,5 |
| Диаметр шпинделей (мм) | 40 |
| Диаметр инструмента на шпинделях (мм) | 220-250 |
| Диаметр аспирационных патрубков (мм) | 120 |
| Суммарная мощность (КВт) | 92,6 |
4. Станок для упаковки ламината TS-200
Предназначен для полуавтоматической упаковки в термоусадочную ПЭ пленку готового ламината.

| Технические характеристики | |
| Максимальные размеры упаковки (мм) | 250х250х4000 |
| Температура нагрева воздуха в камере (град) | 150-170 |
| Используемая пленка | ПЭ термоусад. от 60 до 120 мкм |
| Суммарная мощность (КВт) | 12 |
| Габаритные размеры (мм) | 5000х1800х1000 |
| Масса станка (кг) | 250 |
Ламинат – напольное покрытие со своими достоинствами и недостатками. Чтобы он прослужил как можно дольше, нужно уметь его правильно выбирать. Существует несколько типов ламината, качество и свойства которых определяются материалами, из которых он изготовлен.
Из чего состоит ламинат?
Основа ламината – древесно-волокнистая плита (ДВП). Этот материал изготавливают методом прессования, поэтому он способен выдержать значительные нагрузки. На одну сторону плиты наклеивают бумагу с рисунком. Чаще всего ламинат имитирует более дорогостоящие напольные покрытия: паркет, керамогранит, натуральное дерево, мрамор и пр.
Бумагу защищают слоем акрилатной или меламиновой смолы, в которую добавляют минеральные составляющие, увеличивающие прочность покрытия. Далее наклеивают ламинирующую пленку. Она определяет устойчивость ламината к механическим повреждениям, защищает его от воздействия ультрафиолета. С обратной стороны древесно-волокнистой плиты может находиться пропитанный парафином картон, пластик или слой меламиновой смолы.
Слои материалов, из которых состоит ламинат, соединяют двумя способами: методом безклеевого прессования и склеиванием под высокой температурой и давлением. Второй способ позволяет получить изделие с более высокой износоустойчивостью. Такой ламинат можно использовать в местах с высокой проходимостью. Напольное покрытие, изготовленное методом прессования, дешевле и его часто настилают в жилых квартирах и домах.
Какой ламинат наиболее популярен?
Прочность ламината измеряют в тайберах (Taber). Полотна проверяют на износоустойчивость (истираемость) с помощью шлифмашинки с вращающимся диском. Количество оборотов, которое способен выдержать ламинат, определяет показатель прочности – тайбер.
В настоящее время в торговой сети в основном присутствует ламинат производства Германии, износостойкость которого составляет от 1500 до 2500 тайберов. Это изделия фирм «Айхер», «Парадор», «Кроноспан», «Клазен». Продукция этих компаний экологически безопасна, обладает устойчивостью к влаге и химикатам.
Ламинат «Элесго» германской фирмы «ХДМ» отличается способом изготовления своей продукции. Ламинирование полотен производится с помощью электронных лучей, делая их более прочными. Та же фирма выпускает комплектующие для укладки и средства для ремонта этого напольного покрытия: подложку, затирки для сколов и швов, жидкости для ухода.
Ламинат французский (Alsapan) и шведский (Pergo) обладают более низким качеством. Изделия всех фирм имеют практически одинаковые рисунки, но цветовая палитра весьма разнообразна: от незатейливого серого до ядовито-зеленого.
предназначен для защиты от внешних воздействий.
Это специальная бумага, имитирующая структуру и цвет различных пород деревьев или керамической плитки.
Основа ламината, древесноволокнистая плита высокой плотности.
предназначен для защиты HDF плиты от деформации и защиты ламината от влаги.
При помощи этих замков панели ламината плотно скрепляются между собой без применения клея.
Из плиты HDF c импрегнацией верхних слоев - это процесс состоящий из следующих этапов:
. облицовывание плиты;
. распил и фрезерование панелей;
. упаковка.
Импрегнация - это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс.В основном производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
производит ламинат прямого прессования DPL. При технологии DPL происходит одновременное спрессовывание при высокой температуре всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, которые при горячем прессовании (до 200°С) плавятся и склеивают поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Для получения ламинированной плиты необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем.
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината.
Происходит упаковка в термоусадочную полиэтиленовую (ПЭ) пленку готового ламината.

Состоит из:
1. Станок для ламинирования ZYX1400; ZYX1600.
2. Станки для распиловки ламината DP-2700.
3. Линия для фрезерования замка click на ламинате FHZ525+FHH625.
4. Станок для упаковки ламината TS-200.
Производительность линии в смену (8 часов) составляет: 700 м2. Необходимая площадь цеха (без склада готовой продукции): 450 м2.
Автоматическая состоит из следующих основных узлов:
1. .
2. Линия веерного охлаждения.
3. Линия для распиловки ламината.
4. Линия фрезеровки замка ламината.
5. Линия упаковки ламинированного пола.
Производительность линии в смену (8 часов) составляет: 1000 м2. Необходимая площадь цеха (без склада готовой продукции): 900 м2.
Применяется при производстве ламината. изготавливается под различные размеры плит ХДФ: 2800×2070 мм, 2440×1220 мм, 2440×2070 мм, 2620х2070 мм. Прессы высокого давления "ZYX" имеют различную производительность и усилие прессования, поставляются с подающим и приемным столом.
| Общее давление (т) | 1400 | 1600 |
| Удельное давление (кг/см2) | 27,4 | 27,4 |
| Расположение цилиндров |
верхнее | верхнее |
| Диаметр гидроцилиндров (мм) |
340 | 380 |
| Количество гидроцилиндров (шт) |
6 | 6 |
| Производительность (шт/день) | 1200 |
1200 |
| Размер плиты (мм) |
2440х1220 |
2620х2070 |
| Максимальное раскрытие плит (мм) | 200 |
200 |
| Мощность бойлера (КВт) | 31 | 31 |
| Габаритные размеры (мм) | 3300х2000х3500 | 3700х2200х3500 |
| Масса станка (кг) | 17000 | 20000 |
Предназначен для поперечной распиловки ламината на необходимые размеры. У каждого производителя свои размеры ламината.

| Максимальная ширина плиты (мм) |
2700 |
| Максимальная высота пропила (мм) | 30 |
| Диаметр пил (мм) |
180-250 |
| Посадочный диаметр пил (мм) |
75 |
| Частота вращения пил (об/мин) |
2500 |
| Суммарная мощность (КВт) | 23,7 |
| Скорость подачи (м/мин) |
3-15 |
| Габаритные размеры (мм) | 2000х3300х1350 |
| Масса станка (кг) | 3450 |
Предназначен для продольной распиловки ламината на необходимые размеры для последующего фрезерования ламината.

| Максимальная ширина плиты (мм) | 1250 |
| Высота пропила (мм) | 6-20 |
| Диаметр пил (мм) | 300 |
| Посадочный диаметр пил (мм) | 80 |
| Частота вращения пил (об/мин) | 2900 |
| Мощность подачи (КВт) | 1,1 |
| Мощносить главного двигателя (КВт) | 15 |
| Скорость подачи (м/мин) | 10-40 |
| Габаритные размеры (мм) | 1350х1200х1350 |
| Масса станка (кг) | 600 |
Автоматическая высокоскоростная линия предназначена для изготовления замка (Click) на ламинате. Она оснащена дополнительными прирезными шпинделями, что исключает сколы по всему периметру заготовки и гарантирует высокое качество готового изделия. Рабочая поверхность стола оснащена твердосплавными платинами, что обеспечивает долговечность работы оборудования и уменьшает износ поверхности стола. Приемный стол оснащен автоподатчиком заготовок для увеличения скорости подачи до 80 м/мин.

 |
Немецкий электромотор SEW с высоким крутящим моментом и встроенным индустриальным контроллером подачи PID, достигающий высокой скорости подачи 80 м/мин. |
 |
Разработанные V-HOLD прецизионные линейные направляющие с твердосплавными пластинами для высокоскоростных подач (увеличивают износостойкость и уменьшают трение о стол). |
 |
Система контроля - SIEMENS с мультифункциональным и интуитивно понятным интерфейсом, легкость управления и настройки. |
 |
Французская система подготовки воздуха Legris. |
 |
поставка алмазного инструмента. |
 |
Контроль размера входного материала для безопасной работы. |
 |
Система воздушного обдува высокого давления, удаляющая пыль и стружку с направляющих и стола. |
 |
Контроль заготовки по толщине на шипорезе. |
 |
Твердость покрытия стола HV-700-1000, уровень твердости YG8. |
 |
Запатентованные вертикальные шпиндели для прецизионной фрезеровки деталей. |
 |
Пылезащитные инверторы компании SIEMENS. |
 |
Комбинированная система подачи равномерно распределяет давление по всей площади обрабатываемой заготовки. |
| Технические характеристики | |
| Скорость подачи (м/мин) | 20-80 |
| 0,75 | |
| Габариты (мм) | 3100х600х1400 |
| Максимальная ширина обработки (мм) | 250 |
| Минимальная ширина обработки (мм) | 95 |
| Скорость подачи (м/мин) | 20-80 |
| Мощность привода подачи (КВт) | 9 |
| 6000-8000 | |
| 6х8КВт | |
| 4х6,5КВт | |
| 1,5 | |
| Диаметр шпинделей (мм) | 40 |
| 280 | |
| 120 | |
| Суммарная мощность (КВт) | 83 |
| Скорость подачи (м/мин) | 20-80 |
| Суммарная мощность (КВт) | 2 |
| Габариты (мм) | 2880х600х1400 |
| Максимальная длина заготовки (мм) | 2500 |
| Минимальная длина заготовки (мм) | 400 |
| Скорость подачи (м/мин) | 10-60 |
| Мощность привода подачи (КВт) | 5,5 |
| Частота вращения шпинделей (об/мин) | 6000-8000 |
| Мощность вертикальных шпинделей | 6х6,5КВт |
| Мощность финишных шпинделей "Click" | 4х6,5КВт |
| Мощность двигателя регулировки ширины (КВт) | 1,5 |
| Диаметр шпинделей (мм) | 40 |
| Диаметр инструмента на шпинделях (мм) | 220-250 |
| Диаметр аспирационных патрубков (мм) | 120 |
| Суммарная мощность (КВт) | 92,6 |
Предназначен для полуавтоматической упаковки в термоусадочную ПЭ пленку готового ламината.
Ламинированные напольные покрытия популярны за счёт положительных характеристик, эстетики, невысокой стоимости. При выборе материала особое внимание обращают на состав ламината. От этого зависит прочность покрытия, безопасность для здоровья, долговечность финишной отделки.
Обозначенное напольное покрытие является многослойным материалом. Что подтверждает перевод с латыни - слоистый. В зависимости от производителя количество уровней может варьироваться. Рассмотрим состав ламината с максимальным количеством слоёв с нижнего до лицевого покрытия:
- Теплоизоляционный, звукоизоляционный, защитный слой (плёнка). Является необязательным, наличие обусловлено маркой и брендом. Такие слои дополняют защитные характеристики покрытия. Их наличие повышает стоимость материала.
- Защитный слой. Обязательно должен присутствовать. Изготавливается из бумаги пропитанной парафином или смолой. Можно встретить и полимерное покрытие. Это водостойкий слой защищает ламинат для пола от возникновения плесени, грибка, повышает прочностные характеристики.
- Состоит из прочного ДВП или ДСП. По торцу этого слоя идёт замковое соединение. Насколько прочный материал используется для уровня, настолько прочными будут замковые соединения, а соответственно, качественный срок службы напольного покрытия.
- Влагостойкая плёнка. Наличие необязательно. Защищает третий слой от проникновения влаги с лицевой части.
- Декоративное покрытие. Выполняется из бумаги с нанесением требуемого рисунка и текстуры. Например, имитация дерева, камня. Можно встретить и полимерный декоративный слой.
- Защитный финишный слой, выполненный из акрилатной или меламиноформальдегидной смолы.
Это максимальная структура напольного покрытия.
Наиболее популярные состоят из четырёх слоёв:
- нижний защитный слой из бумаги;
- ДВП/ДСП;
- декоративный;
- защитный лицевой.

Современный ламинат выполняется по новой технологии, которая позволяет наносить не только рисунок, но и текстуру. Что делает эту финишную отделку визуально максимально натуральной. Особенности состава напрямую связаны с вопросом: «Чем опасен ламинат?»
Степень вредности его компонентов
Устройство ламината наглядно показывает, что на 90% он состоит из отходов деревообрабатывающей промышленности: опилки стружки и прочее. Что часто используется и для производства других отделочных материалов и мебели. Казалось бы, материал экологически чистый, но сомнения вызывает вред напольных покрытий из-за связующих клеевых и защитных смол.
Для производства ДВП и ДСП используются натуральные смолы или высокотехнологичный клей, отвечающие всем нормам безопасности.
Защитный верхний слой выполняется из меламиноформальдегидной или акриловой смолы. Химический состав первого сразу вызывает вопрос о безопасности. Формальдегид является токсичным вредным компонентом. Для чего он в таком случае добавляется в меламин? В качестве связующего компонента. Вреден ли он в момент эксплуатации напольного покрытия? Однозначного ответа нет, есть несколько факторов:
- Концентрация вещества. Стоит понимать, что этот компонент используется во многих отделочных материалах и при производстве мебели. Добросовестные производители ламината сводят к минимуму концентрацию формальдегида. Эта характеристика отображается в классификации эмиссии.
- Формальдегид активно выделяется при повышенных температурах. Осторожно следует отнестись к выбору материала, если планируется система «тёплый пол».
- Наличие ламинированной мебели, виниловых обоев, ламината в комплексе может превысить безопасный уровень формальдегида.
Полезное видео: Как не нарваться на формальдегид или другие яды?
Поэтому состав материала для отделки пола, стен следует изучать внимательно перед приобретением.
Как выбрать безопасный ламинат
Процедура подбора финишной напольной отделки – важный этап. Эта поверхность подвергается максимальной нагрузке, поэтому правильно подобранный ламинат, сможет долго радовать своим эстетичным видом и быть безопасным для владельцев.

Основополагающие факторы и свойства при выборе материала:
- Класс прочности. Для индивидуального жилья рекомендуется бытовой. Цены на него невысокие, но и прочностные характеристики его невелики. Поэтому для долгосрочной службы пола лучше выбирать полукоммерческий или коммерческий. Цифры должны быть от 34 и выше.
- Производитель. Предпочтение отдавать только известным брендам. Это гарант качества покрытия.
- Сертификат. Уважающий себя продавец, если ему скрывать нечего, всегда предоставит всю необходимую документацию.
- Состав ламината (из чего сделан), сколько и какие слои.
- Класс эмиссии. Отображает безопасность для здоровья. В идеале Е0, допустим Е1.
- Вид замка. LOCK – бюджетный вариант, Click – легче в монтаже, долговечен, покрытие получается более эстетичным из-за минимальных зазоров между панелями. Уточнить про восковую пропитку – есть или нет. Она обеспечит плотное прилегание полотен и защитит замки от влаги.
- Толщина и плотность. Чем выше эти показатели, тем лучше качество материала, цена.
- Если есть система тёплый пол, выбирать покрытие с отметкой о допустимости использования.
- Текстура. Если планируется отделка под дерево, лучше приобрести полотна с минимальным повтором рисунка, тогда получиться наиболее приближенный визуальный эффект.
При выборе материала максимальное внимание стоит уделить, из чего состоит ламинат. Это обеспечит безопасность и долгий срок службы покрытия.

Классы эмиссии ламината
Этот показатель является главным, он раскрывает уровень безопасности для здоровья. Различают четыре основных:
- Е0 – максимально безопасный материал. Он позволяет постелить ламинат в детской и использовать под систему тёплый пол. В его составе отсутствует формальдегид, применяются только натуральные компоненты.
- Е1 – допустимый уровень концентрации формальдегида. Возможно монтировать в любых помещениях жилья, с осторожностью в детской и под тёплый пол. Только если присутствует специализированная маркировка.
- Е2 – содержание формальдегида в 3 раза выше, чем в Е1.
- Е3 – содержание формальдегида в 6 раз выше, чем в Е1.
Виниловый ламинат с классом Е2 и Е3 использовать в жилье следует с особой осторожностью. В спальнях, детских, кухни не рекомендуется стелить.

Заключение
Изучив из чего делают ламинат, становится понятным, что безопасность для здоровья напрямую зависит от связующих и защитных слоёв. Да, основным сырьём на 90% является натуральная древесина, но другие компоненты могут испортить их экологичность и безопасность. Важным фактором при подборе материала является помещение, в котором планируется стелить напольное покрытие. Комнаты, где требуется максимально безопасная отделка – спальня, детская. Для них рекомендуется материал с классом эмиссии Е0 и Е1.
Полезное видео: Производство ламината







