Металлические детали, которые покрыли блестящим хромированным слоем, выглядят эффектно, стильно и увеличивают шансы на то, что транспортное средство получит массу восхищенных взглядов, а его владелец — удовольствие от обладания роскошной вещью.
Многие автолюбители и ценители мотоциклов стремятся максимально изменить облик своего стального коня, увеличивая количество хрома. Но это дорогое удовольствие, которое не всегда стоит таких денежных затрат и вынуждает задуматься о минимизировании трат, путем самостоятельного изготовления некоторых деталей.

Подготовительные работы
Хромирование деталей — трудоемкий процесс, требует неукоснительного соблюдения последовательных этапов и хорошую подготовку к самим работам. Разочаруем тех, кто считает возможным провести все манипуляции в квартире. Для этого есть «противопоказания».
Внимание! Хромовый ангидрит — канцероген и яд! При его использовании необходимо соблюдать максимальную осторожность.

Подбор помещения
Хромирование деталей в домашних условиях вовсе не означает, что работы можно вести в жилом помещении. Это исключено. Здоровье человека превыше всего, тем более членов семейства. Поэтому необходимо подобрать постройку, которая максимально удалена от жилых помещений. Возможно, это будет какой-то склад или гараж.
Для безопасности надо обеспечить постоянное поступление чистого воздуха и для этого не хватит просто открыть дверь, потребуется принудительная вентиляция помещения.
Обязательны средства защиты для человека: респиратор, прорезиненный фартук и перчатки, специальные очки.

Очень важно! Вы должны заранее определить место «сброса» отходов производства. Помните, что канцерогенные вещества недопустимо бездумно выбрасывать в окружающую среду, тем более возле водных источников.
Готовим оборудование

Внимание! Деталь во время обработки должна быть подвешена на кронштейне. Так покрытие «ложится» по всей поверхности равномерно.
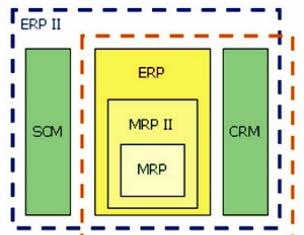
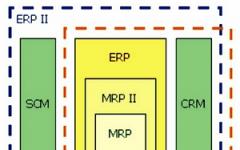
На рисунке приведена примерная схема оборудования для хромирования деталей. В зависимости от размеров деталей изменяют объемы емкостей. Для экономии ванну, в которую будут погружаться детали для хромирования, берут наименее возможного объема.

Источник питания

Состав и приготовление электролита
Соотношение составляющих компонентов на 1 л воды — 2,5-3 г H2So4 (серная кислота) при плотности 1,84 и 250-300 г CrO3 (хромовый ангидрит).
- Дистиллированная вода или атмосферная. Подогреть до 60° C для качественного раствора;
- Засыпать необходимое количество хромового ангидрида и тщательно размешать. Дополнить воду до необходимого объема. Вводят серную кислоту, размешивают;
- Необходимо «проработать» раствор. Для этого пропускают по нему ток около 3,5 часа. Исходят из расчета, что на 1 л необходима мощность 6,5 А. Оценивают имеющийся источник питания и определяют объем раствора. Правильность расчета подтвердит цвет электролита, он должен быть коричневого цвета;
- Оставить в покое приготовленную жидкость на сутки. Она должна хорошо отстояться, чтобы качественно провести хромирование автодеталей.
Подготовьте соляную кислоту, растворитель и листовой свинец. Они вам потребуются в ходе работ.

Подготовка деталей
Качество готового изделия напрямую зависит от подготовки деталей. Рассчитайте время так, чтобы успеть их зачистить и обработать к тому моменту, как электролит нагреется до нужной температуры (50-60° C). В среднем на подогрев уходит около 3 часов.


Очистка
Промойте детали в воде, чтобы смыть песок, пыль и краску. Приступаем к обезжириванию. Не ограничивайтесь только спиртом или ацетоном, специальный раствор обеспечит лучшее качество обработки. Компоненты рассчитаны на 1 л:
- 150 г едкий натр;
- 5 г силикатного клея;
- 50 г кальцинированной соды.
Опустите деталь в приготовленную жидкость, не меньше чем на 20 минут. Предварительно раствор подогрейте до температуры 90° C.
Хромирование пластиковых деталей
Наносить слой хрома на диэлектрический материал, возможно только финишным слоем. Предварительно «наносят» несколько слоев защитно-декоративного покрытия. Хоть толщина хромовой пленки и слишком мала (0,3-0,5 мкм), она значительно увеличивает коррозионную стойкость и прочность детали, не говоря уже об улучшении декоративного вида изделия.

Первый этап — мойка и обработка наждачной бумагой, для получения шероховатой поверхности. Затем применяют травление. Составов много, приведем рецепт самого универсального (данные из расчета на 1 л):
- 60 г хромовый ангидрид (CrO3);
- 150 г ортофосфорная кислота (H3PO3);
- 560 г серная кислота (H2SO4).
Подогревают раствор до 50° C. Время выдержки будет зависеть о качества пластмассы.

Второй этап — токопроводящий слой (металлизация). Применимы два способа:
- Графитосодержащий лак или графитный порошок. Наносят тонким слоем, без образования наплывов. Излишки убрать или дать стечь.
- Химическая медь. Перед ее нанесением деталь обрабатывают сенсибилизирующим раствором (компоненты на 1 л):
- 17 г олово двухлористокислое (SnCl2);
- 4,6 г олово четыреххлористое (SnCl4);
- 28 мл соляная кислота (HCl).
Нагревают до 20° C. Расчетное время выдержки детали в растворе 5-10 минут. После этого ее переносят в другой состав для химического меднения. Температура и время то же (компоненты на 1 л):
- 50 г медь сернокислая (CuSO4).
- 170 г сегнетова соль (KNaC4H4O6).
- 50 г натр едкий (NaOH).
- 75 г формалин.

Важно! Готовить этот раствор необходимо перед покрытием, так как он нестойкий.

После этого необходимо нанести слой блестящей меди. Для этого в электролите должны присутствовать блескообразующие добавки. Состав электролита из расчета на 1 л:
- 180-250 г медь сернокислая (CuSO4);
- 30-50 г кислота серная (H2SO4);
- 0,01-0,02 г кислота соляная (HCl).
Работу проводят при комнатной температуре. Необходимая плотность ока 1-4 А/дм².
Только после таких манипуляций начинают процесс хромирования пластиковых деталей. Получить качественный финальный слой можно только при осаждении его на блестящую поверхность, иначе рискуете получить матовый, мутный слой.

Процесс хромирования
Разогреть раствор до 53° C. Опустить деталь и только потом подать напряжение. Эти несколько секунд необходимы для выравнивания температуры между раствором и опущенной деталью. Для начала попробуйте провести манипуляцию на опытном образце. Оцените полученное качество, только потом приступайте к массовому хромированию.

Частые дефекты хромирования автодеталей
Если слой не получился, исправить его можно применив соляную кислоту (200 г/л). Промываем в воде и повторяем процесс хромирования.
Основные неудачи при работе:

Провести гальваническое хромирование деталей можно на производстве, специализирующемся на обработке металла. Там хорошо отлажен процесс, особенно если известен метод обработки этого вида материала.
Если же поблизости такого предприятия нет, то хромирование деталей своими руками единственный вариант.
Хромирование деталей своими руками смотреть видео:
Процесс этот не такой простой, как может показаться поначалу. Большая вероятность получить совсем не тот эффект, который ожидали. Но если вы уверены, что сможете обеспечить скрупулезное выполнение всех этапов и не нарушить технологию — стоит попробовать.
Хромирование деталей является одним из наиболее привлекательных видов покрытий, применяемых при проведении тюнинга автомобилей. Оно придает изделиям блестящий серебристый вид, а также защищает металл от коррозии. Выполнить качественное хромирование в домашних условиях удастся лишь аккуратным и скрупулезным людям.
В этой статье вы найдете подробную инструкцию по хромированию деталей в домашних условиях своими руками.
В конце статьи, как обычно, смотрите видео с технологией процесса гальванического хромирования.
Прежде чем приступить к подготовительным работам по хромированию деталей в домашних условиях, следует сопоставить выгоду данной затеи:
- Если поблизости имеется металлообрабатывающее предприятие, вероятно на нем есть участок гальванических покрытий. Оформить заказ удастся за небольшие деньги, а готовые изделия можно будет получить через пару часов или дней (в зависимости от загрузки линии хромирования).
- Если же в окрестностях такого производства нет, придется вспомнить некоторые разделы химии и физики, запастись химикатами и специальным оборудованием, и провести хромирование деталей самостоятельно.
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.

Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO 3) концентрацией 220-250 г/л;
- серной кислоты (H 2 SO 4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Порядок хромирования деталей своими руками
Нанести защитно-декоративное хромовое покрытие можно непосредственно только на такие металлы как медь, латунь или никель.

Чтобы самостоятельно выполнить хромирование стальных деталей, на них предварительно наносят медный, латунный или никелевый подслой. Для этого требуется соответствующий электролит и технология:
- Изделия, подлежащие хромированию, предварительно полируют и обезжиривают ацетоном.
- После высыхания производится активация поверхности в растворе соляной кислоты (100 г/л). Время обработки зависит от состояния поверхности (5-20 минут).
- Детали промываются в чистой воде и погружаются в ванну хромирования. Для этого делается подвеска из медной проволоки или прутка. К подвеске с деталями подается "минусовой" провод от выпрямителя. Рядом на медной штанге крепится свинцовый анод, к которому подается "плюс".
- Через 20-40 мин детали извлекаются из ванны и промываются в чистой воде. После высыхания допускается полировка хромового слоя с целью придания поверхности зеркального блеска.
Приготовить электролит не составит особого труда: сначала в воде растворяется хромовый ангидрид, а затем тонкой струйкой добавляется серная кислота.
- Перед загрузкой первой партии деталей, необходимо завесить любую чистую металлическую пластину и проработать электролит в течение 0,5-1 часа. Когда цвет раствора превратится из ярко-красного в бордовый, можно приступать к хромированию деталей.
- Раствор хромирования должен быть разогрет до 45 градусов.
- Сила тока устанавливается в зависимости от площади поверхности покрываемых деталей. Для обработки 1 кв. дм. требуется сила тока 15-25 ампер.
Основные дефекты и удаление некачественного хромового покрытия
Получение бракованного покрытия не должно пугать начинающего гальваника. Некачественный слой хрома можно снять в растворе соляной кислоты (100-200 г/л). После этого детали промываются в воде, а процесс хромирования можно повторить.
Чаще всего встречается несколько основных дефектов:
- Отслаивание хромовой пленки . Главной причиной является плохая адгезия (сцепляемость) из-за недостаточного обезжиривания. После снятия покрытия поверхность заново очищается и активируется.
- Наросты (дендриты) хрома на острых краях и углах. Этот дефект свидетельствует о высокой плотности тока на острых гранях. Если можно, края лучше закруглить или установить экраны в проблемных зонах.
- Матовое покрытие . Чтобы добиться блеска, необходимо повысить температуру раствора, снизить силу тока или добавить хромовый ангидрид.
Видео: технология гальванического хромирования
Хромированное покрытие способно изменить качественный и декоративный состав любого предмета. Многие фирмы предлагают услуги по металлизации элементов, но существует альтернатива дорогостоящей процедуре. Вполне реально провести хромирование в домашних условиях, если знать некоторые тонкости и правила производственной технологии.
Процедура хромирования
Хромированием называют сложный физико-химический процесс, представляющий собой зеркальное серебрение отдельных элементов с помощью распыления. Покрытие из хрома не поддаётся окислению и агрессивному напору внешней среды, а также надолго сохраняет насыщенность оттенка. Металлизация хромом применяется не только для обновления автомобильных запчастей, но и для создания интерьерного декора.

Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.

Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.

Для химической обработки разных металлов предназначена гальваническая ванна. Объёма изолированной ванны хватит для того, чтобы подвергнуть серебрению крупногабаритный металл. Хромирование своими руками мелких деталей можно провести в небольших ёмкостях из стекла.
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.

Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH 4 OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- – 0,45 л;
- –2 л.







С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.

Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.

Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.
Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.

Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (t o – 50-60 o) и гидроксид натрия - 20 г.
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.

Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты. Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.

Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.

Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO 3). Погружение объекта металлизации в электролит производится при температуре воды 60-80 о С. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.

Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.

Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.

Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.

Превышение силы тока . Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии . При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы . Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Хромирование - одно из наиболее используемых и красивых видов покрытий. Нанесение хрома является физико-химическим действием, в период которого тонкий пласт металлического хрома оседает на плоскости обрабатываемой детали. Он придаёт изделиям замечательный серебристый вид, а кроме того, оберегает железо от ржавчины. Можно произвести высококачественное хромирование в домашних условиях.
Чтобы правильно и надёжно осуществлять процесс нанесения хрома своими руками, следует принимать во внимание все характерные черты химических и физиологических преображений, которые совершаются. Большая часть химических элементов, участвующих в хромировании, представлена особенно опасными элементами, следовательно, прежде чем приступать к проведению эксперименты с хромированными покрытиями, тщательно изучить необходимо теоретическую сторону процесса.

Хром придаёт плоскости замечательный наружный вид, благодаря которому продукция приобретает весьма изящный вид. Гальваника открывает большие возможности для усовершенствования декоративных, физиологических и химических качеств материалов. Хром чрезвычайно устойчив к воздействию агрессивных сред, он не темнеет под воздействием окружающей среды, благодаря этому он отыскал обширное применение при конструировании частей кузовов автомобилей и частей элементов, работающих в сложных условиях. Толщина блестящего напыления весьма мала: от 0,075 до 0,25 миллиметров.
В отличие от никеля, в основной массе случаев хром не используют к металлу. Для этого применяют лёгкий слой оцинковки. Такого рода слой состоит из меди и требует применения технологических воздействий, усложняя и без того трудный процесс.
 Ещё одна проблема, которая может остановить на пути к осуществлению задачи - получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование - ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого - 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Ещё одна проблема, которая может остановить на пути к осуществлению задачи - получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование - ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого - 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Остатки, возникающие в результате завершения хромирования, должны быть утилизированы в соответствии со специальным порядком, а не поступать в канализацию или в почву. Элемент является сильным канцерогеном: если он появляется на коже, будет очень сильное раздражение, в том числе экзема и дерматит, может сформироваться опухоль.
Реактивы для применяемого электролита
 Важно рассмотреть все нюансы процесса перед тем, как хромировать металл в домашних условиях. Процесс хромирования своими руками в домашних условиях осуществляется электрическими средствами. Для его выполнения следует иметь катод, анод (заготовку) и электролит, в котором станут осуществляться химические взаимодействия.
Важно рассмотреть все нюансы процесса перед тем, как хромировать металл в домашних условиях. Процесс хромирования своими руками в домашних условиях осуществляется электрическими средствами. Для его выполнения следует иметь катод, анод (заготовку) и электролит, в котором станут осуществляться химические взаимодействия.
В качестве катода применяется лист свинца либо его соединение с оловом. Правильнее всего, чтобы полновесная пластинка была несколько больше, чем заготовка. Катод подключён к позитивному электроду. Анод соединён с материалом, накрытым хромом. Он должен быть подвешенным в среде электролита таким способом, чтобы он не затрагивал стен, низа и не затрагивал катода.
Для формирования электролита необходимы следующие элементы:
- хромовый ангидрид, 250 г / л электролита;
- серная кислота - 2−2,5 г / л;
- чистейшая, без включений, вода.

Перед изготовлением электролита воду нагревают до температуры 60−80 °С, затем растворяют в ангидриде хрома. Затем нужно слегка охладить раствор и добавить небольшое количество серной кислоты тонким потоком. Кислота должна быть не промышленной, а чистой. Электрическая компенсация очень чувствительна к формуле электролита, поэтому на предприятиях есть лаборатории, которые проводят непрерывный мониторинг устойчивости состояния реагентов. Если проводится гальваника в домашних условиях или хромирование собственными руками, придется обойтись без помощи технологов.
Оборудование для хромированных деталей
Воздействие хромирования может быть не только на изделия из металла, но и пластмассы. Хромирование пластика в домашних условиях, например, фары, проводится немного иначе. Следует знать, что для выполнения процедуры используются реагенты, которые могут представлять опасность для здоровья.
Для покрытия хромом в домашних условиях деталей необходимо следующее оборудование:
- ванна пластиковая;
- выпрямитель, способный обеспечить напряжение до 12 вольт и до 50А;
- кислотостойкий нагреватель для нагрева электролита;
- термометр с границей замера 0−100 градусов.
Параметры и объемы единичных видов оборудования, используемых для хромирования, формируются в зависимости от размера и количества возделываемых продуктов. Нужно подобрать наименьшие объемы ванны, в которую детали будут погружены. Ванная может быть сделана из пластмассового ведра либо иного прямоугольного контейнера. Для того чтобы раствор не улетучился при долгом хранении, следует гарантировать воздухонепроницаемую крышку. В качестве выпрямителя можно использовать зарядное устройство для автоаккумулятора (подходит для мелких деталей).
Хромовые элементы будут делаться в электролите, который состоит из:
- очищенной воды;
- триоксида хрома (CrO3) 220−250 г/л;
- серной кислоты (H2SO4) 2,2−2,5 г / л.
Кроме этих деталей, понадобится следующий набор: соляная кислота (HCl), ацетон и листовой металл.
Подготовка плоскости и металлизирование
 Независимая хромировка не может быть выполнена без соответствующей подготовки плоскости продукта. Вначале необходимо сформировать медную или никелированную подложку, потому как элемент не находится в плоскости стали, алюминия либо любого иного сплава.
Независимая хромировка не может быть выполнена без соответствующей подготовки плоскости продукта. Вначале необходимо сформировать медную или никелированную подложку, потому как элемент не находится в плоскости стали, алюминия либо любого иного сплава.
Медный слой либо никелирование исполняется в гальванической ванне. Катод - металлическая медь или никель, электролит предполагает собой раствор серной кислоты, сульфата меди либо никеля. После окончания изготовления продукт тщательнейшим образом полируется, следя затем, чтобы не испортить тонкий пласт основы, необходимо ее обезжирить и высушить.
Независимое хромирование должно осуществляться при устойчивых параметрах всех частей. Каждое отклонение может послужить причиной к повреждениям напыления. К примеру, преобладание концентрации тока на единицу участка приводит к формированию выростов и дендритов металлического хрома в заостренных углах продуктов.
Несоблюдение температурного порядка и колебания сосредоточения реагентов провоцируют потускнение, пятнистость напыления. После хромирования элементов блестящая плоскость покрывается необходимым пластом сплава, напряжение отключается, продукция отсоединяется и располагается в ванну с очищенной водой. Процесс правильнее воспроизводить несколько раз, меняя воду.
Этапы хромирования элементов
 Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Период обрабатывания зависит от состояния плоскости (5−20 мин). Части промывают водой и погружают в хромированную ванну. Для этого подвеску изготавливают из проволоки либо стержня. К подвеске подаётся «отрицательный» провод. Рядом с медным стержнем прикреплён увесистый анод, к которому прилагается «плюс». Через 20−40 минут части вытаскивают из ванны и промывают в воде.

После просыхания допускается полирование слоя хрома, чтобы плоскость была отражающей. Подготовить электролит нетрудно: вначале в воде раскрывается ангидрид хрома, а затем добавляется тонкая струйка серной кислоты. Перед тем как загружать детали, нужно повесить любую пластину и включить электролит на полчаса-час.
Если композиция с ярко-красным цветом превращается в светло-бордовый оттенок, то в этом случае можно включить хромированные элементы. Состав хрома должен нагреваться до 45 градусов. Ток вводится в зависимости от площади плоскости покрываемых элементов. Для обработки 1 кв. дм необходим ток в 15−25 ампер.
Основные недостатки покрытия не должны пугать новичков. Некачественный слой можно замачивать в соляной кислоте. После этого детали промывают в воде, а процессы металлизации повторяются.
Чаще всего есть ряд ключевых недостатков:
- Отшелушивание блестящей плёнки. Главная причина - нехорошая адгезия из-за недостаточного обезжиривания. После вытаскивания напыления поверхность вновь вычищается и активизируется.
- Установка хрома в заостренных краях. Этот недостаток показывает на высочайшую уплотненность тока в заостренных концах. По возможности кромки лучше скруглить либо настроить экраны в проблематичных зонах.
- Матовое покрытие. Для достижения блеска следует повысить температуру раствора, уменьшить электричество либо прибавить ангидрид хрома.
Прежде чем хромировать собственными руками, необходимо тщательнейшим образом оценить предстоящую цену работы и произвести вывод о необходимости ее проведения. Прежде чем сформировать приспособление для хромирования, необходимо распланировать будущее устранение отходов. При попадании в грунт, а далее в колодцы соединение хрома порождает отравление и формирование болезни, следовательно, настойчиво рекомендовано не начинать работу, не определяясь ранее со всеми особенностями процесса. Видеоурок поможет узнать тонкости покрытия поверхности металла хромом.
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера - крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом - компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом - химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).

Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально - фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
Порядок приготовления:
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
При соблюдении всех правил электролит становится темно-коричневым, после чего смесь отстаивается в прохладном помещении 1 сутки.
Подготовка поверхности
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски - наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств. Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.