Samara viloyati Ta'lim va fan vazirligi
Davlat byudjeti ta'lim muassasasi
o'rta kasb-hunar ta'limi
"Jigulevskiy davlat kolleji"
Ko'rsatmalar
amaliy ish uchun
intizom bo'yicha: Santexnika
talabalar uchun I kurs
kasb: 190629.08 Qurilish mashinalarini taʼmirlovchi
2015 yil
TASDIQLANGAN
Mavzu (tsikl)
komissiya
texnologik profil
Bayonnoma raqami ____________
201_ yil “___” dan ______________
rais
G.S. Soldatenkova
Kasb-hunar bo'yicha NPO Federal Davlat standarti talablariga muvofiq tuzilgan 190629.08 Qurilish mashinalarini ta'mirlash ustasi
bo'yicha direktor o'rinbosari
tarbiyaviy ish
S.Yu. Sorokina
“___” ______________ 201_ yil
TASDIQLANGAN
NMK yig'ilishida
Bayonnoma raqami ____
___________ 201__ yildan
Talabalar tomonidan bajarilgan barcha amaliy ishlarning tavsifini o'z ichiga oladiIfanni o'rganayotganda kurs"Santexnika".
Barcha amaliy ishlarni bajarish uchun umumiy talablar va tavsiya etilgan adabiyotlar ushbu ko'rsatmalarning kirish qismida keltirilgan.
Muallif:
Moshkina Elena Aleksandrovna - maxsus ta'lim o'qituvchisi
GBOU SPO "JGK" fanlari
Taqrizchilar:
Soldatenkova Galina Sergeevna - maxsus ta'lim o'qituvchisi
GBOU SPO "JGK" fanlari
Tarkib
Kirish
Amaliy ishlarni bajarish uchun umumiy ko'rsatmalar
Amaliy ishlarni bajarish va hisobot berish tartibi
Amaliy ishlarni bajarishda xavfsizlik qoidalari va mehnatni muhofaza qilishning asosiy talablari
Amaliy ish No1 “ShTs-1, ShTs-2 kalibrlari bilan o'lchashlar”
Amaliy ish № 2 "Har xil turdagi mikrometrlar bilan o'lchash"
Amaliy ish № 3« Shablonlar, problar va bilan o'lchovlar uzatgichlar»
Amaliy ish № 4 «Indikator stendidagi o'lchovlar, indikator burg'ulash o'lchagichi va chuqurlik o'lchagichi»
Baholash mezonlari
KIRISH
Amaliy mashqlar "Santexnika" fanining ajralmas qismidir.
Ushbu amaliy ish tavsiflari to'plamida talabaning amaliy ishlarni bajarishga mustaqil tayyorlanishi, o'tilgan materialni mustahkamlash va bilimlarni tekshirish uchun mavzular, topshiriqlar va uslubiy tavsiyalar mavjud.
To'plamning maqsadi amaliy mashg'ulotlarning mazmuni, shakli va tartibini aniqlashdan iborat.
Amaliy mashg'ulotlarga tayyorgarlik jarayonida talaba ma'ruza mavzusi bo'yicha o'tilgan materialni ko'rib chiqishi va tavsiya etilgan qo'shimcha ilmiy-texnik va uslubiy adabiyotlarni o'rganishi kerak.
To‘plamda nazariy kurs o‘quv rejasining tematik rejasi bo‘yicha amaliy ishlarning tematik nomi berilgan. Har bir amaliy dars uchun ishning maqsadi va vazifalari, bajarish tartibi va hisobot shakli ko'rsatilgan. Har bir mavzu oxirida olingan bilim va malakalarni mustahkamlash uchun test savollari berilgan.
To'plam oxirida tavsiya etilgan adabiyotlarning bibliografik ro'yxati berilgan.
AMALGA OLISH UCHUN UMUMIY KO'RSATMALAR
AMALIY ISH
Amaliy ish tegishli mavzularning nazariy materiallarini o'rgangandan so'ng amalga oshiriladi.
Ishni boshlashdan oldin, ishning mohiyatini tushunishga ishonch hosil qilish uchun ushbu qo'llanmani diqqat bilan va o'ylab ko'ring.
Har bir amaliy ish quyidagi bosqichlardan iborat:
talabalarni mustaqil tayyorlash;
o'qituvchi talabalarning amaliy ishlarni bajarishga tayyorligini tekshirish;
amaliy ishlarni bajarish;
ish joyini tashkiliy-texnik ta'minlash, hisobotlarni tayyorlash va ish natijalarini himoya qilish.
IJRO ETISH TARTIBI
AMALIY ISHLAB CHIQARISH VA HISOBOT TAQDIRISH
Amaliy ish mavzusi va tartibi kurs dasturi bilan belgilanadi va o'qituvchi tomonidan guruhning birinchi darsida e'lon qilinadi.
Amaliy ishlar mashg'ulotlar jadvaliga muvofiq olib boriladi. Talabalarning ish joyidagi ishlari har bir amaliy ish bo'yicha ko'rsatmalarga muvofiq amalga oshiriladi. Talaba o'quv va o'quv qo'llanmalarida kerakli materialni o'rgangan holda navbatdagi amaliy ishlarni bajarishga tayyor bo'lishi kerak.
Barcha amaliy ishlar uchun hisobotlar tayyorlanadi. Amaliy ish yuzasidan hisobot har bir talaba tomonidan mustaqil tuziladi.
Barcha hisobotlar bitta maxsus daftarda to'ldiriladi. Hisobot amaliy mashg‘ulot davomida to‘ldirilib, kerak bo‘lganda mustaqil ish orqali to‘ldiriladi. Tugallangan hisobot keyingi darsga taqdim etiladi.
Har bir ma'ruza boshida ish mavzusi ko'rsatiladi, maqsad va xulosa beriladi.
Amaliy ish uchun umumiy kredit talaba barcha ishlarni bajarib, hisobotlarni tayyorlagan va himoya qilgandan keyin beriladi. Test shakli amaliy mashg'ulotlarning barcha mavzulari bo'yicha suhbatdir.
AMALIY ISHLAB CHIQARISHDA XAVFSIZLIK QOIDALARI VA ASOSIY MEHNAT SAĞLIĞI TALABLARI.
Amaliy ishni boshlashdan oldin talabalar ushbu qoidalar bilan tanishishlari kerak. Xavfsizlik bo'yicha brifingni to'ldirgan har bir talaba jurnalga imzo qo'yishi kerak, bu yo'riqnomani bajarmagan va jurnalga imzo qo'ymagan talabalar amaliy ishlarni bajarishga ruxsat etilmaydi;
Talabalarga quyidagilar taqiqlanadi:
qismlarni, asboblarni laboratoriyadan olib tashlash yoki begona narsalarni olib kirish, chekish, shovqin qilish;
darslar vaqtida zaruratsiz ravishda laboratoriya atrofida yurish yoki boshqa ish stantsiyalariga yaqinlashish, uchastkalarni, modellarni yoki boshqa jihozlarni ruxsatsiz qismlarga ajratish yoki ishlatish, agar bu bajarilayotgan amaliy ishda nazarda tutilmagan bo'lsa;
plakatlarga suyanish yoki ularning qismlarini joylashtirish, stollarga yozish, ularning yuzasini ifloslantirish, qog'oz va axlatni qoldirish;
qurilmalar va boshqa jihozlar bilan xavfsizlik qoidalariga zid bo'lgan harakatlarni bajarish.
AMALIY ISH № 1
Mavzu: “ShTs-1, ShTs-2 kalibrlari bilan o'lchashlar”
Ishning maqsadi : o'quv asboblari, kalibrlarning maqsadi, ularni o'lchovlarga tayyorlash va o'lchash va o'qish usullari.
Ish tartibi
Mashq 1. ShTs-1 kaliper bilan o'lchash
Kaliper dizayni bilan tanishing:
barcha qismlarni va ularning maqsadini o'rganish (1-rasm);
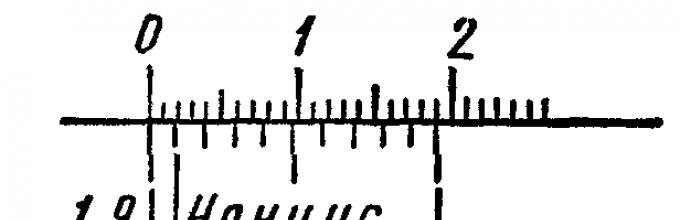
noniusning konstruksiyasini o‘zlashtirish (2-rasm): nonius uzunligi 19 mm bo‘lib, 10 ta teng qismga bo‘linadi. Vernierning bir bo'linmasi 19:10 = 1,9 mm ga teng, bu butun millimetrdan 0,1 mm ga kam.
Guruch. 1. Vernier kaliper:
1 - tayoq; 2,7 - gubkalar; 3 - harakatlanuvchi ramka; 4 - qisqich; 5 - nonius shkalasi; 6 – chuqurlik o'lchagich o'lchagich

Guruch. 2. Vernier
Kaliperni ishlatishga tayyorlang:
asbobning to'liqligini tekshirish;
asbobni aviatsiya benzinida yuving, uni yumshoq zig'ir mato bilan artib oling, ayniqsa o'lchash yuzalarini yaxshilab artib oling.
Tashqi tekshiruvni o'tkazing:
jag'lar va tayoqning uchi mukammal tartibda bo'lishi kerak;
o'lchov yuzalarida korroziya belgilari, tirqishlar, tirnalgan joylar, jag'larning to'mtoq o'tkir uchlari yoki o'lchovning aniqligiga ta'sir qiluvchi boshqa nuqsonlar bo'lmasligi kerak;
tarozilarning zarbalari va raqamlari aniq va tekis bo'lishi kerak;
kaliperning alohida qismlarining o'zaro ta'sirini, ramkaning silliq harakatini tekshiring 3 , jag'larning parallelligi 2 Va 7 , ramka slayderining qiyshayishi yoki qattiq harakati bormi?
Kaliperning nol holatini tekshiring:
kaliper jag'ini kontaktga keltiring (3-rasm, A). Jag'lar butun uzunligi bo'ylab parallel bo'lishi kerak. Jag'larning chetlarida bo'shliq bo'lmasligi kerak. Noniusning nol chizig'i asosiy shkalaning nol chizig'iga to'g'ri kelishi kerak;

Guruch. 3. Kaliperning nol holatini tekshirish
Qisqartirilgan kalibrlarning o'lchov sirtlari orasidagi bo'shliqning o'lchami kunduzgi yorug'likda "ko'z bilan" baholanadi (3-rasm, b). Agar tashqi o'lchovlar uchun jag'lar orasidagi bo'shliq bo'lmasa yoki kichik bo'shliq (6 mm dan ko'p bo'lmagan), noniusning nol zarbalari asosiy shkalaning dastlabki zarbasiga to'g'ri kelishi kerak (3-rasm, A);
agar asbob sozlanmagan bo'lsa, u holda asbobning haqiqiy o'qishiga dastlabki xatoga teng, lekin qarama-qarshi belgi bilan tegishli tuzatish kiritilishi kerak;
nolinchi chiziqlar o'rtasida katta tafovut bo'lsa, nonius vintlarini bo'shatish, nonius plitasini chiziqlar mos kelguncha siljitish va vintlar bilan mahkamlash kerak.
O'lchov texnikasi:
chap qo'lingizga jag'ning orqasida bo'lishi kerak bo'lgan qismni oling va jag'dan unchalik uzoq bo'lmagan qismini ushlang (2-rasm). 4 , A). O'ng qo'l novdani ushlab turishi kerak, shu bilan birga bu qo'lning bosh barmog'i sinovdan o'tkazilayotgan sirt bilan aloqa qilgunga qadar ramkani harakatga keltirishi, jag'larning buzilmasligi va normal o'lchash kuchiga erishishi kerak;

Guruch. 4. ShTs-1 kaliper bilan o'lchovlarni olish
o'ng qo'lning bosh barmog'i va ko'rsatkich barmog'i bilan ramkani mahkamlang, bu qo'lning qolgan barmoqlari bilan barni ushlab turing. Chap qo'l shtanganing shimgichini ushlab turishi kerak (4-rasm, b).
ShTs-1 kaliperining ko'rsatkichlarini o'qish:
Ko'rsatkichlarni o'qiyotganda, kaliperni to'g'ridan-to'g'ri ko'zingiz oldida ushlab turing (5-rasm, A). Agar siz yon tomondan ko'rsatkichlarga qarasangiz (5-rasm, b), bu buzilish va shuning uchun noto'g'ri o'lchov natijalariga olib keladi. Buzilishning oldini olish uchun nonius shkalasi qo'llaniladigan sirt novda shkalasini novdadagi asosiy shkalaga yaqinlashtirish uchun qiyshiq bo'ladi;
novdaning nol zarbasi bilan chapdan o'ngga novda shkalasida millimetrning butun soni hisoblanadi.
Kasr qiymatlari (o'ndan birlar soni) o'qish qiymatini (0,1 mm) novda urishining seriya raqamiga ko'paytirish yo'li bilan aniqlanadi, bu novda urishiga to'g'ri keladigan nolni hisobga olmaganda.

Guruch. 5.Kalibr ko'rsatkichlarini o'qish
MISOL. Nolinchi chiziq bardagi 39-bo'limga to'g'ri keldi va nol bosimida nonius 7-bo'limni ko'rsatdi. O'lchov natijasi teng bo'ladi: 39+0,1x7 = 39,7 mm.
Mashq 2. ShTs-II kaliper bilan o'lchash
ShTs-II kaliperining dizayni bilan tanishing (6-rasm, A).

Guruch. 6. Vernerli kaliper ShTs- II:
– qattiq o'lchov jag'i, 2 – harakatlanuvchi o‘lchov jag‘i, 3 – harakatlanuvchi rom, 4 – rom qisqichi, 5 – mikrometrik besleme ramkasi, 6 – mikro oziqlantiruvchi ramka qisqichi, 7 – millimetrli novda, 8 – mikro besleme vinti, 9 – ramka besleme gayka, 10 – nonius
Noniusning tuzilishini o'rganing: uning uzunligi 39 mm, 20 qismga bo'lingan. Noniusning bir bo'linmasi 39:20 = 1,95 mm (6-rasm, b), bu butun sondan 0,05 mm kamroq.
Vazifalarni bajaring (1-mashq, 2 va 3-bandlarga qarang).
Kaliperning alohida qismlarining o'zaro ta'sirini tekshiring:
ramkaning silliq harakati, jag'larning parallelligi, mikrometrik juftlikda qiyshayish, teskari tebranish bormi, ramka slayderining qattiq harakati, qulflash vinti ostida joylashgan kamonning zaiflashishi va siljishi;
o'lchagich va ramka shkalasining ishchi yuzalarida har qanday eskirish bormi, bu jag'larning o'lchash yuzalarining buzilishiga, shkala va noniusdagi zarbalarning noto'g'riligiga olib keladi.
Nol holatini tekshiring:
noniusning nol zarbasining hizalanishini tekshiring 10 tayoqning nol bo'linishi (zarbasi) bilan 7 . Qo'pol o'lchovlar uchun ramka 3 jag'lar mahkam joylashguncha novda bo'ylab harakatlaning. Kaliperni to'g'ri o'rnatish uchun mikrometrik beslemedan foydalaning 8 , 9 ;
agar tashqi o'lchovlar uchun jag'lar orasidagi bo'shliq bo'lmasa yoki katta bo'shliq bo'lsa (3 mkm dan oshmasligi kerak), jag'lar siljigan holda novda va noniusning nol zarbalari mos kelishi kerak. ShTs-II shkalasi va o'qish qiymati 0,05 mm bo'lgan kalibr shkalasining holati rasmda ko'rsatilgan. 7.

Guruch. 7. ShTs-kalibr ko'rsatkichlarini o'qish II
ShTs-II kaliper bilan o'lchash usullari:
taxminan boshqariladigan o'lchamni o'rnating (tashqi o'lchovlar uchun, 8-rasm, A biroz ko'proq va ichki guruch bilan. 8, b boshqariladigan o'lchamdan biroz kichikroq). Mikrometrni besleme ramkasini ulang 2 ;
o'ng qo'lingiz bilan kaliperni oling va novda shimgichni yoki qismini (agar o'lchami kichik bo'lsa) chap qo'lingiz bilan qo'llab-quvvatlang;
o'ng qo'lingiz bilan dvigatelni mahkamlang 2 mikro oziqlantiruvchi yong'oq yordamida 3 , ramkani silliq siljiting 1 jag'lar sinovdan o'tkazilayotgan sirt bilan aloqa qilishlari uchun, ramkani mahkamlang, buzilishdan qoching va normal kuchga erishing;

Guruch. 8. ShTs-kalibr bilan o'lchash usullari II
kaliperni o'rnating, shunda qism - o'lchov chizig'i burilmagan, lekin qismning o'qiga perpendikulyar bo'ladi.
Kaliperni noto'g'ri o'rnatish o'qishni ortiqcha baholashga olib keladi (9-rasm - tashqi o'lchovlar; 10-rasm - ichki o'lchovlar).


Guruch. 9. Kalibrlarni o'rnatish rasm. 10. Kaliperni o'rnatish
ichki yuzalarni o'lchashda tashqi yuzalarni o'lchashda
ShTs-II kaliperining ko'rsatkichlarini o'qish:
kaliperni to'g'ridan-to'g'ri ko'zingiz oldida ushlab turing (5-rasm);
noniusning nol zarbasi bilan chapdan o'ngga butun millimetr sonini sanash;
shtrix shkalasi konturiga mos keladigan nonius shtrixini toping. Millimetrning yuzdan bir qismini ko'rsatadigan chapga eng yaqin raqamga o'qish qiymatini uzun raqamlashtirilgan zarbadan sanab, chiziq chizig'iga to'g'ri keladigan qisqa nonius zarbasining seriya raqamiga ko'paytirish natijalarini qo'shing. Misollar rasmda ko'rsatilgan. 11, a, b;

Guruch. 11. O'lchovlar paytida mos yozuvlar misollari:
a, b- tashqi yuzalar; V- ichki
ichki o'lchovlar uchun (11-rasm, v) ularda ko'rsatilgan jag'larning qalinligi (10 mm) kaliperning o'qishlariga qo'shiladi.
12,13,14-rasmlarda kalibr shkalasidagi o'lchamni toping.

Javob:

Javob:

Javob:
Xavfsizlik savollari:
Santexnikada qo'llaniladigan o'lchamlarni nazorat qilish uchun universal o'lchov asboblarini nomlang.
Universal kaliper nima, u nima uchun mo'ljallangan va u qanday elementlardan iborat?
Vernier nima?
Hajmi o'lchovlarining aniqligini nima aniqlaydi?
2-son AMALIY ISH
Mavzu: "Har xil turdagi mikrometrlar bilan o'lchashlar"
Ishning maqsadi: mikrometrlar bilan loyihalash, qoplama va o'lchash texnikasini o'rganish.
Mikrometr turlari:
MK– mahsulotlarning tashqi o‘lchamlarini o‘lchash uchun silliq mikrometrlar;
ML– choyshab va lenta qalinligini o‘lchash uchun siferblatli varaq mikrometrlari;
MT– quvur devorining qalinligini o‘lchash uchun mo‘ljallangan quvur mikrometrlari;
Sog'liqni saqlash vazirligi– viteslarni o‘lchash uchun tishli mikrometrlar.
MK tipidagi mikrometrlar tashqi o'lchamlarni o'lchash uchun mo'ljallangan. Ular o'lchov chegaralari bilan mavjud: 0-25; 25-50 va boshqalar. har 25 mm, keyin esa 300-400 dan; 400-500; 500-600 mm.
Yuqori o'lchov chegarasi 50 mm yoki undan ortiq bo'lgan mikrometrlar o'rnatish standartlari bilan ta'minlangan 8 (12-rasm). Yuqori o'lchov chegarasi 300 mm dan ortiq bo'lgan mikrometrlar harakatlanuvchi poshnalarga ega bo'lib, ma'lum bir mikrometrda istalgan o'lchamni o'lchash imkoniyatini beradi.
Ish tartibi
Mashq 1. MK mikrometri bilan o'lchash
MK mikrometrining konstruktsiyasini o'rganing (12-rasm, A).

Guruch. 12. MK mikrometri:
A- qurilma, b- mikrometrik vint, V- baraban; 1 - qavs, 2 - tovon, 3 - vida, 4 - to'xtatuvchi, 5 - ildiz, 6 - baraban, 7 - mandal, 8 - o'rnatish chorasi
Noniusning tuzilishi va maqsadi bilan tanishing (12-rasm, V):
poyaning tashqi yuzasida 5 uzunlamasına chiziq chiziladi, uning ostida millimetr bo'linmalari qo'llaniladi;
mikrometr vint 3 , uning qadami 0,5 mm bo'lgan barabanga ulangan 6 . Barabanning konussimon qismi aylana bo'ylab 50 ta teng qismga bo'linadi (12-rasmdagi nonius, V);
aylanish uchun mikrometr vint 3 o'q bo'ylab ip qadami bilan harakat qiladi (12-rasm, b). Bir bo'linma tomonidan aylantirilganda, mikrometre vint 3 , tambur 6 ga ulangan, eksa bo'ylab 1/50 qadam bilan harakat qiladi, ya'ni. 0,5:50=0,01 mm, bu mikrometrga bo'linish narxi.
Noniusning nol holatini o'rnatish (13-rasm):
o'lchashdan oldin mikrometrning nol holatini tekshiring: to'g'ri sozlangan mikrometrning tovoni bor 2 va vint 3 (12-rasmga qarang) o'rnatish standartining o'lchov sirtlari bilan aloqa qilish kerak 8 yoki to'g'ridan-to'g'ri o'zaro (diametri o'lchov diapazoni 0 - 25 mm) va barabanning nol zarbasi novdaning bo'ylama zarbasiga to'g'ri kelishi kerak, barabanning egilishi esa novdaning nol zarbasini ochishi kerak (2-rasm). 13, A);

Guruch. 13. MK mikrometrining nol holatini o'rnatish
Agar zarbalar mos kelmasa, mikrometrni sozlash kerak:
mikrometr vintini qulflang 3 o'lchov tekisliklari tekislangan holda;
qopqoqni bo'shating 2 , tamburni mikroskopik vint bilan ulash, kamarni chap qo'l bilan ushlab turish 1 (13-rasm, b);
barabanni vint bilan debriyajdan ozod qiling va barabanning egilishidagi nol chizig'i novdaning bo'ylama chizig'iga to'g'ri kelguncha aylantiring (13-rasm, A);
qopqoq yordamida barabanni vintga mahkamlang.
MK mikrometri bilan o'lchash:
o'lchov yuzalarini yumshoq mato yoki qog'oz bilan artib oling (14-rasm, a - b);
mikrometrni tekshirilayotganidan biroz kattaroq o'lchamga qo'ying;
mikrometrni oling (14-rasm, V) chap qo'l qavs orqasida 1 (o'rtada) va o'lchanadigan qism 3 tovon orasiga qo'ying 2 va mikrometr vintining uchi 4 ;
O'ng qo'lingizning barmoqlari bilan ratchetni silliq aylantiring 5 , mikrometr vintining uchi bilan ozgina bosing 4 tafsilot 3 tovoniga 2 sinovdan o'tayotgan qismning yuzasiga tegmaguncha, mandalgacha 5 burish va bosishni boshlamaydi;
qismni o'lchashda o'lchov chizig'i generatrixga perpendikulyar bo'lishi va markazdan o'tishi kerak (14-rasm, G).

Guruch. 14. MK mikrometri bilan o'lchovlar:
a, b- ishchi qismlarni tozalash; V- mikrometrni o'rnatish usuli; G- o'lchov chizig'i
Mikrometr ko'rsatkichi:
Ko'rsatkichlarni o'qiyotganda, mikrometrni to'g'ridan-to'g'ri ko'zingiz oldida ushlab turing (15-rasm, A);
pastki shkalada millimetrning butun soni, poyaning yuqori shkalasida yarim millimetr va baraban shkalasining bo'linmalariga ko'ra millimetrning yuzdan bir qismi bo'ylama bilan mos keladigan zarba bo'yicha hisoblanadi. yengdagi belgi;
rasmda. 15, b o‘qishga misollar keltiriladi.

Guruch. 15. Mikrometr bilan ishlash:
A- o'qishlar, b- mos yozuvlar misollari
Xavfsizlik savollari:
O'lchov asboblari bilan qanday ishlash kerak?
Aniq o'lchovlar uchun qanday asboblar va asboblar mavjud?
Nima uchun o'lchov vositasining aniqligi ushbu asbob tomonidan tekshirilayotgan qismning ishlab chiqarish aniqligidan yuqori bo'lishi kerak?
3-son AMALIY ISH
Mavzu: "Shablonlar, zondlar va transport vositalari bilan o'lchovlar"
Ishning maqsadi: shablonlar, keskilar va goniometr asboblari dizaynini, goniometrlar bilan o'lchash texnikasini va ko'rsatkichlarni olish qoidalarini o'rganish.
Namuna(nem. Schablone, frantsuzcha echantillon — namuna) texnologiyada bir qator tayyor mahsulotlarning toʻgʻri shaklini tekshirish uchun qurilma yoki asbob; bir hil mahsulotlar ishlab chiqariladigan namuna.
Shablon turlari:
Radius naqsh- mashina qismlari va boshqa mahsulotlarning qavariq va konkav yuzalarining egrilik profili radiuslarini kuzatish uchun asbob. Bu qalinligi 0,5-1 mm bo'lgan po'lat plastinka bo'lib, oxirida konkav yoki qavariq yaxlitlash (16-rasm). Egrilik radiusi 1-25 mm. Egrilik radiuslarini tekshirish uchun mahsulotga shablon qo'llaniladi. Mahsulotning egrilik radiusining shablonning egrilik radiusidan og'ishi "yorug'lik orqali" aniqlanadi.


Guruch. 16. Radius shablonlari to'plami: rasm. 17. Ip shablonlari to'plami
1 - qavariq; 2 - konkav
Tishli shablon- mashina qismlari va boshqa mahsulotlarning qadam va profil burchagini aniqlash uchun asbob. Ipning eksenel profili bo'ylab yasalgan tishlari bilan 0,5-1 mm qalinlikdagi po'lat plastinka (17-rasm). Dyuym va metrik iplarni tekshirish uchun shablonlar mavjud. Shablon tekshirilayotgan ipga qo'llaniladi, shunda uning tishlari ipning yivlariga mos keladi. Ip profilining qadami va burchagining shablon profilining qadami va burchagiga mos kelishi "bo'shliq" yoki shablon yuzlarining ipga mos kelishining zichligi bilan aniqlanadi.
O'lchov probi, sirtlar orasidagi bo'shliqni nazorat qilish uchun ishlatiladi. Bu ma'lum bir qalinlikdagi plastinkaga o'xshaydi. O'lchov problari qalinligi 0,02 dan 1 mm gacha ishlab chiqariladi. Ularning asosiy o'lchamlari standartlashtirilgan. Ular bitta ushlagichda turli qalinlikdagi plitalar to'plamlari (18-rasm) shaklida ishlab chiqariladi. Alohida yoki turli kombinatsiyalarda ishlatiladi.

Guruch. 18. Problar to'plami (barcha o'lchamlar millimetrda ko'rsatilgan):
L- prob uzunligi; S- probning qalinligi
O'tkazgichlarning turlari:
BMT– tashqi burchaklarni 0 dan 180 0 gacha va ichki burchaklarni 40 – 180 0 gacha o‘lchash uchun; noniusning o'qish qiymati 2/ (19-rasm);
AQL– 0 dan 180 0 gacha bo'lgan tashqi burchaklarni o'lchash uchun nonius o'qish qiymati 2 / (daqiqa).

Guruch. 19. Universal transporter
Ish tartibi
Mashq 1. Bo'shliqlarni o'lchagich bilan o'lchash
O'lchov o'lchagich bilan bo'shliqlarni o'lchashdan oldin, sensorli plitalar silliq harakatlanishiga ishonch hosil qiling.
Bo'shliqdagi plitalarning harakatlanishi qiyin bo'lsa, ular engil yog'lanishi kerak.
Bo'shliqning o'lchami butun uzunligi bo'ylab bo'shliqqa to'liq kiritilgan prob plitalari to'plamining umumiy hajmi bilan belgilanadi.
Bo'shliqni o'lchashda plitalarni buzmaslik yoki ularni deformatsiya qilmaslik uchun o'lchagichga katta kuch qo'llamang.
Mashq 2. O'lchovga tayyorgarlik
BMT transportyorining dizayni bilan tanishing (20-rasm).

Guruch. 20. BMTning goniometri
Verner qurilmasi: noniusning haddan tashqari zarbalari orasidagi burchak 290 ni tashkil qiladi va 30 qismga bo'linadi, lekin transportyordan farqli o'laroq, UM kattaroq radiusli yoyga qurilgan, shuning uchun zarbalar orasidagi masofa kattaroq bo'ladi. o'qishlarni o'qish osonroq (20-rasm, b).
Burchaklarni o'lchash uchun transporterni o'rnatish:
agar transportyorga kvadrat va o'lchagich o'rnatilgan bo'lsa (21-rasm, a), u holda burchaklarni 0 dan 500 gacha o'lchash mumkin;
agar siz kvadratni olib tashlasangiz va uning o'rniga o'lchagichni o'rnatsangiz, siz 50 dan 1400 gacha burchaklarni o'lchashingiz mumkin (21-rasm, b);
agar siz o'lchagichni olib tashlasangiz va faqat kvadratni qoldirsangiz (21-rasm, c), u holda siz 140 dan 2300 gacha burchaklarni o'lchashingiz mumkin;
o'lchagich va kvadrat (21-rasm, d) bo'lmasa, 230 dan 3200 gacha bo'lgan burchaklarni o'lchash mumkin.

Guruch. 21. Burchaklarni o'lchash uchun transporterni o'rnatish
O'tkazgichni ishga tayyorlash:
O'tkazgichni ishlatishdan oldin uni yaxshilab artib tashlash kerak;
tashqi ko'rikdan o'tkazgichning holatini tekshiring: tirnalishlar, korroziya belgilari yo'q; masshtab va nonius zarbalarining aniqligi;
transportyorni nol holatiga qo'ying: taglik va noniusning zarbalari mos kelishi kerak. Nonius va taglikning zarbalari bir-biriga to'g'ri kelsa, transportyorning o'lchash sirtlari o'rtasida bo'shliq bo'lmasligi kerak.
O'lchov texnikasi:
o'lchagichni o'lchanadigan burchakning yon tomonlariga to'g'ri keladigan tarzda tekshirilayotgan qismga qo'ying;
o'ng qo'lingiz bilan tayanch o'lchagichni o'lchash yuzasiga engil bosib, qismni asta-sekin harakatlantiring, to'liq aloqa qilguncha bo'shliqni kamaytiring;
agar bo'shliq bo'lmasa, joyni to'xtatuvchi bilan mahkamlang va o'qishni o'qing.
Birlashgan Millatlar Tashkilotining protektoridan o'qishlar:
Tashqi burchaklarni o'lchash (22-rasm, a - d):
0 dan 500 gacha bo'lgan tashqi burchaklarni o'lchashda (22-rasm, a) ko'rsatkichlar shkalaning o'ng tomonida o'qiladi (22-rasm, b);
50 dan 900 gacha bo'lgan tashqi burchaklarni o'lchashda ko'rsatkichlar shkalaning chap tomonida o'qiladi (22-rasm, v);
90 dan 1400 gacha bo'lgan tashqi burchaklarni o'lchashda shkalaning o'ng tomonidagi ko'rsatkichlarga 900 qo'shiladi (22-rasm, d);
140 dan 1800 gacha bo'lgan tashqi burchaklarni o'lchashda shkalaning chap tomonidagi ko'rsatkichlarga 900 qo'shiladi (22-rasm, d).

Guruch. 22. UN inklinometri bilan tashqi burchaklarni o'lchash
a - chekni olish, ko'rsatkichlarni o'qish, b - 0 dan 500 gacha, c - 50 dan 900 gacha,
g - 90 dan 1400 gacha, d - 140 dan 1800 gacha
Ichki burchaklarni o'lchash (23-rasm, a - d):
180 dan 1300 gacha bo'lgan ichki burchaklarni o'lchashda shkalaning o'ng tomonidagi ko'rsatkichlar 1800 dan chiqariladi (23-rasm, b);
130 dan 900 gacha bo'lgan ichki burchaklarni o'lchashda shkalaning chap tomonidagi ko'rsatkichlar 1800 dan chiqariladi (23-rasm, d);
90 dan 1400 gacha bo'lgan burchaklarni o'lchashda shkalaning o'ng tomonidagi ko'rsatkichlar 900 dan chiqariladi (23-rasm, v).

Guruch. 23. UN inklinometri bilan ichki burchaklarni o'lchash
A- cheklarni qabul qilish, o'qishni o'qish; b- 180 dan 130 0 gacha, V- 90 dan 140 0 gacha,
G- 180 dan 90 0 gacha
ESLATMA
Burchak qiymatlarini o'lchashda yoki berilgan burchakni o'rnatishda olingan o'qishning to'g'riligi daraja shkalasi va vernier yordamida tekshiriladi.
Darajalar miqyosida, asosning yoyi ustiga qo'yilgan, burchak kattaligining butun darajalari soniga to'g'ri keladigan noniusning nol bo'linishi qaysi butun bo'linish (yoki ular orasida) to'xtaganligini aniqlang.
Vernier shkalasi uning qaysi boʻlinmalari daraja shkalasining boʻlinishiga toʻgʻri kelishini aniqlang, bunda noniusning raqamlari yordamida daqiqalar sonini aniqlang, bu daqiqalar 2 ga koʻpaytiriladi (transport vositasining aniqligi).
Misol. Noniusning nol zarbasi tayanch shkalaning 34-boʻlinmasidan oʻtdi, lekin 20-chi zarba asosiy shkalaning zarbasiga toʻgʻri keldi (nonius shtrixining nolga boʻlinishini hisobga olmaganda. Shuning uchun oʻlchangan burchak ga teng; 34 0 20 x 2 = 34 0 40 / .
Xavfsizlik masalalari
Kvadrat nima va u qanday metallga ishlov berishda qo'llaniladi?
Tez-tez chilangar ishlatadigan naqshlarni ayting.
4-son AMALIY ISH
Mavzu: "Indikator stendidagi o'lchovlar, indikator burg'ulash o'lchagichi va chuqurlik o'lchagichi"
Ishning maqsadi : indikatorning dizayni, maqsadi, o'lchash texnikasi va o'qishlarini o'rganish.
Ko'rsatkichlar turlari:
Soat turi A) o'lchov oraliqlari bilan: 0 dan 5 mm gacha; 0 dan 10 mm gacha va kichik o'lchamli - 0 dan 2 mm gacha.
Yuz shkalaga perpendikulyar harakatlanuvchi o'lchov tayog'i bilan (24-rasm, b).
Maqsad - shakli, o'lchami, shuningdek qismlarning sirtlarining nisbiy holatidan kichik og'ishlarni nisbiy yoki qiyosiy o'lchash va tekshirish; alohida qismlar tekisliklarining gorizontal va vertikal holatini, ovalligini, vallarning konusligini, silindrlarni o'lchash uchun; tishli g'ildiraklar, g'ildiraklar, shpindellar va boshqa aylanadigan qismlarning chiqishi.
Ish tartibi
Mashq 1. ICH indikatorining ko'rsatmalari va dizaynini o'rganish
ICH indikatorining dizayni bilan tanishing (24-rasm, a).

Guruch. 24. ICH ko'rsatkichi:
A- soat turi: 1 - kvadrat, 2 - egalari, 3 - nonius, 4 - vintli gayka, 5 - to'xtatuvchi, 6 - yarim doira asosi, 7 - sektor, 8 - asosiy o'lchagich, 9 - olinadigan o'lchagich;
b- oxiri, V- indikator sxemasi
Ko'rsatkich diagrammasi rasmda ko'rsatilgan. 24, V: 1 - bir tomonida tishlari bo'lgan o'lchov tayoqchasi; 2 - indikator korpusi, 3 - o'q bilan bir xil o'qdagi kichik tishli, 4 - tishli g'ildirakka nisbatan katta tishli haydovchi g'ildiragi 3, 5 - bahor, 6 – kichik tishli (haydovchi), vites bilan bir xil o'qda o'tirgan 4 va novda rafining tishlari bilan to'rda 1 , 7 - o'q, 8 - soat yuzi; 9 - bahor.
Ko'rsatkich shkalasi rasmda ko'rsatilgan. 24, A: Dial 3 ko'rsatkichlari 100 ta teng qismga bo'lingan. Har bir bo'linmaning qiymati 0,01 mm.
Kichik terish 6 (24-rasm, b) to'liq aylanishlarni hisoblash uchun bo'linmalar bilan. Bitta to'liq aylanish uchun o'q 1 mm ga teng bo'lgan bir bo'linmani harakatga keltiradi.
Mashq 2. Ko'rsatkichni o'lchashga tayyorlash
O'lchov tayoqchasi yeng bo'ylab osongina harakatlanishi va tiqilib qolmasligi kerak.
O'lchov bosimini yaratadigan kamon novdani uchi bilan o'zining ekstremal holatiga tortishi kerak, indikator o'qi esa doimiy ko'rsatkichni berishi kerak.
Ko'rsatkich juda nozik kichik viteslar, o'qlar va buloqlarni o'z ichiga oladi, ularning sinishi va ishdan chiqishiga yo'l qo'ymaslik uchun zarba va ta'sirlardan himoyalanishi kerak.
Ko'rsatkich namlik, axloqsizlik va tashqi mexanik ta'sirlardan himoyalangan bo'lishi kerak. O'lchov tayog'ini egmang.
Mashq 3. Ko'rsatkichni boshlang'ich (nol) holatiga o'rnatish
Har qanday o'lchov uchun indikatorni dastlabki holatga o'rnatishingiz kerak (24-rasm).
Soat yuzi 3 (24-rasm, a) yivli jant bilan buriling 4 yoki boshni aylantiring 11 (statsionar terish bilan), o'qga nisbatan ramkani o'rnating, tiqin bilan mahkamlang 2 .
O'lchov uchi 9 olinadigan to'p bilan 10 plita yuzasi bilan aloqa qilish (25-rasm, A) yoki o'rnatish choralari 9 blokli plitkalar, shakl. 25, b). O'qni har qanday o'lchov bo'linmasiga qo'ying. Ushbu o'qishdan dastlabki o'qish kabi keyingi o'qishlar qilish kerak.

Guruch. 25. Indikatorni nol holatiga o'rnatish: A- pechkada, b- yakuniy choralar
Mashq 4. Indikator bilan tekshirish texnikasi
Tekshirilayotgan qismni aniq o'rnating (26-rasm, A).
Ko'rsatkichni shtativga o'rnating (26-rasm, A).
Ko'rsatkich o'lchov tayog'ining ishchi yuzasi 1 tekshirilayotgan qismning yuzasi bilan aloqa qilish 2 Shunday qilib, o'q bir yoki ikkita burilish qiladi (26-rasm, b).
O'qning boshlang'ich pozitsiyasiga e'tibor bering 5 (24-rasmga qarang, A) va ko'rsatgich 6 terishda. Ushbu o'qishdan dastlabki o'qish kabi hisoblang.
Indikatorning o'lchov tayog'ini o'lchanayotgan qismning yuzasiga yoki indikatorga nisbatan o'lchanadigan sirtga nisbatan harakatlantiring (26-rasm, a, b).

Guruch. 26. Indikator bilan tekshirish texnikasi:
A- sinovdan o'tkazilayotgan qismni siljitish; b– indikatorni siljitish
Mashq 5. Ko'rsatkichni o'qish
O'q bilan millimetrlarning butun sonlarini hisoblang 6 (24-rasmga qarang, A), millimetrning yuzdan bir qismi katta miqyosda hisoblanadi 3 .
Xavfsizlik masalalari
Ko'rsatkichlarni o'lchashning maqsadlari nimadan iborat?
Kaliperlar va burg'ulash o'lchagichlari nima, ular nima, ular qayerda ishlatiladi?
Baholash mezonlari
Barcha nazorat savollariga javoblar bilan toʻgʻri toʻldirilgan hisobot uchun besh balldan baho beriladi.
Agar kichik xatolar bo'lsa (imlo xatolari, beparvo ish), umumiy ball 10% ga kamayadi.
Agar jiddiy xatolar bo'lsa (nazorat savollariga noto'g'ri javoblar), ball 50% gacha kamayadi.
Laboratoriya ishini himoya qilish yozma ravishda amalga oshiriladi va 10 daqiqa davom etadi. Har bir savolga to'g'ri javob bir ball beriladi.
Makienko N.I. Santexnika bo'yicha amaliy ish: Darslik. prof uchun qo'llanma. texnologiya. maktablar – M.: 1982. – 208 b.
Pokrovskiy B.S. Umumiy santexnika kursi: Darslik. nafaqa. – M.: JIC “Akademiya”, 2007 yil – 80 b.
Pokrovskiy B.S. Santexnika asoslari. Ish kitobi. – M.: JIC “Akademiya”, 2008 yil.
Pokrovskiy B.S. Santexnika asoslari: Yangi boshlanuvchilar uchun darslik. prof. ta'lim. – M.: JIC “Akademiya”, 2007. – 272 b.
Pokrovskiy B.S., Skakun V.A. Santexnika: plakatlar albomi. – M.: JIC “Akademiya”, 2005. – 30 dona.
50 UAH
Starichkov V.S. "Santexnika ishlari bo'yicha seminar"
2018-03-29 00:00:00 - Kitoblar va jurnallar -
Starichkov V.S. "Santexnika ishlari bo'yicha seminar" 4-nashr, stereotipik. Ushbu o'quv qo'llanmada muayyan ish texnikasi va asosiy sanitariya-tesisat operatsiyalarini amaliy amalga oshirish usullari va muayyan texnologik ketma-ketlikda ish turlarining batafsil tavsifi mavjud. O'quv qo'llanma ishlab chiqarish ta'limi o'qituvchilari uchun turli mutaxassisliklar bo'yicha mexaniklarni tayyorlashda amaliy mashg'ulotlar o'tkazishda yordam berish uchun mo'ljallangan: mexanik yig'ish mexanikasi, asbobsozlik va avtomatlashtirish mexanikasi, ta'mirchilar, avtomobillarni ta'mirlash mexaniklari va boshqa mutaxassislikdagi ishchilar. 224 bet Format 60x901/16 tiraj 100 000 nusxa. Moskva mashinasozlik 1985 Boshqa lotlarimga qarang - juda ko'p turli xil kitoblar mavjud. Men yetkazib berish uchun lotlarni birlashtiraman, to'lov-Privat Bank kartasiga o'tkazish. Kartani to'ldirish uchun komissiya xaridor tomonidan to'lanadi. Yetkazib berishda naqd pul taklif etilmaydi. Kiev - olib ketish
DARSLIK FRAGMANI (...) Korxonalarda ishlab chiqarish o‘quv mashg‘ulotlarida o‘qituvchi batafsil yo‘riqnomalar berishi, mehnatni muhofaza qilish talablariga rioya etilishini nazorat qilishi va har bir talaba ushbu qoida va ko‘rsatmalarni tushunishini ta’minlashi shart. O'qituvchi o'quv mashg'ulotlarini mehnatni muhofaza qilish talablari to'g'risida ogohlantiruvchi plakatlar bilan ta'minlashi, ularni ko'zga ko'ringan joylarga osib qo'yishi shart; zarur hollarda o‘quvchilar bajaradigan o‘quv va ishlab chiqarish vazifalariga qarab mehnatni muhofaza qilish, ishlab chiqarish sanitariyasi va yong‘in xavfsizligi talablari bo‘yicha yozma ko‘rsatmalar bilan ta’minlanishi kerak.Mexanikning ish joyini tashkil qilish uchun ma'lum talablar mavjud.
1. Ish stoli mustahkam va barqaror bo'lishi kerak. Stol usti. Ish stolining (qopqog'i) tekis bo'lishi va butun tekislik bo'ylab po'lat, tekstolit yoki linoleum bilan qoplangan bo'lishi kerak, qirralari esa burchakli po'lat yoki yog'och lamellar bilan qoplangan bo'lishi kerak. Yaqin atrofda ishlaydiganlarni kesish paytida uchib ketishdan himoya qilish uchun har bir ish stoliga almashtiriladigan (tortib olinadigan) to'rli ekran o'rnatilishi kerak.
2. Aylanadigan tipdagi parallel tirgak ish stoliga mahkam va ishonchli tarzda o'rnatilishi kerak. Siqilgan holatda jag'lar parallel va bir xil darajada. Qoplama jag'lari mahkam o'rnatilgan, yaxshi qotib qolgan va qismni ishonchli mahkamlash uchun aniq tirqishga ega.
Qismni tana og'irligi bilan emas, balki faqat qo'l harakati bilan mahkamlang. Qo'lingizni yoki oyog'ingizga shikast etkazmaslik uchun qo'lni qisish" yoki uning qismlarini bo'shatish uchun qo'lni tashlamasdan silliq ravishda tushirish kerak. Vitse toza va yaxshi holatda saqlanishi kerak va ishqalanish qismlari muntazam ravishda tegishli moylash materiallari bilan yog'lanishi kerak.
3. Vitsening bo'yi o'quvchining balandligiga to'g'ri kelmaydigan hollarda oyoq dastagidan foydalanish kerak. Agar to'g'ri turgan o'quvchining qo'li tirsak bo'g'imida 90 ° burchak ostida egilgan bo'lsa va yelka qismi vertikal holatda bo'lsa, qisqichli dastgoh balandligi normal hisoblanadi. Tanlangan stendlar erga mahkam yotishi kerak. Talabaning tanasining noto'g'ri pozitsiyasi tez charchashga olib keladi va ish texnikasini to'g'ri bajarish va kerakli aniqlikka erishishni qiyinlashtiradi.
4. -Ish joyi madaniyatining elementlaridan biri to'g'ri jihozlangan, ozoda va toza ish kiyimidir. xalat yoki
kombinezonlar ishchining o'lchamiga va balandligiga qarab tanlanishi va harakatni cheklamasligi kerak.
Ish paytida kombinezonlar har doim barcha tugmalar bilan tugmalangan bo'lishi kerak, yenglarida esa bilakni mahkam yopadigan mahkamlangan manjetlar bo'lishi kerak; Boshingizga bosh kiyim (beret yoki sharf) kiyishingiz kerak, uning ostida sochingizni ehtiyotkorlik bilan yig'ishingiz kerak.
Mashinalar, mashinalar yoki mexanizmlarning aylanadigan qismlarida ushlanib qolishi va avariyaga olib kelishi mumkin bo'lgan kiyim va bosh kiyimning (galstuk, lenta, sharf uchlari) osilgan uchlari bo'lmasligi kerak.
5. Ish joyidagi mahalliy yoritish yorug'likni ishlov beriladigan qismga va ish stolining tekisligiga yo'naltirish uchun himoya soyali xizmat ko'rsatadigan harakatlanuvchi armaturalarga ega bo'lishi kerak. Mahalliy yoritish vaqtida elektr tarmog'idagi kuchlanish 36 V dan oshmasligi kerak.
6. Ish joyida faqat o'quv va ishlab chiqarish vazifasini bajarish uchun zarur bo'lgan asboblar va qurilmalar bo'lishi kerak. Har bir asbob, moslama va materiallarning o'ziga xos joyi bo'lishi kerak.
Asboblar, asboblar va materiallar ish stolida shunday joylashtirilishi kerakki, o'ng qo'l bilan olingan hamma narsa ishchining o'ng tomonida, chap qo'l esa chap tomonda bo'lishi kerak. Boshqalarga qaraganda tez-tez ishlatiladigan asboblar va ish qismlari ishlaydigan odamga yaqinroq joylashgan bo'lishi kerak (1-rasm). Sandiqda ma'lum bir tartibni saqlash kerak, bu erda har bir asbobga doimiy joy ajratilishi kerak.
O'lchov va sinov asboblari maxsus raf yoki planshetda ishlaydigan asbobdan alohida joylashtiriladi. O'quv vazifalari uchun chizmalar va xaritalar ish stoliga o'rnatilgan planshet stendiga, ularni o'qish uchun etarli masofada joylashtirilishi kerak.
Yassi yuzalarni markalash
Mehnatni muhofaza qilish talablari tekis yuzalarni belgilashni o'rganishni boshlaganda, o'qituvchi barcha asboblar va qurilmalarni diqqat bilan tekshirishi kerak. Noto'g'ri yoki noto'g'ri o'tkir asbob bilan ishlash taqiqlanadi.
Amaldagi asboblar quyidagi talablarga javob berishi kerak.
Bolg'alar tutqichlarga mahkam o'rnashib, teshikka po'lat takozlar bilan o'ralgan bo'lishi kerak. Bolg'a tutqichi bo'lishi kerak
Guruch. I. Ish joyida asboblarni, ish qismlarini, hujjatlarni joylashtirish tamoyilini tushuntiruvchi diagramma
oxirigacha bir xil qalinlashgan oval kesmaga ega. Tutqichning yuzasi toza va silliq, tugunlar, yoriqlar va chiplarsiz bo'lishi kerak. 200 g og'irlikdagi bolg'alarni belgilash uchun tutqichning uzunligi 250 - 300 mm bo'lishi kerak. Bolg'aning ishlaydigan sirtlari silliq, tekis yuzaga ega bo'lishi kerak, yoriqlar va chiplarsiz.
Zımbalarning zarba qismi zarbadan yiqilmasligi yoki qiyshiq bo'lmasligi kerak. Ko'zga tashlanadigan qismning yuzasi silliq va bir oz konveks bo'lishi kerak. Zımba uzunligi kamida 70 mm bo'lishi kerak, shunda qo'lda olingan asbobning zarba qismi yallardan 20 mm balandlikda bo'ladi.
Zımbaning ishchi qismi 60 ° burchak burchagi bilan o'tkir uchi bo'lishi kerak va burg'ulash uchun teshiklarning markazlarini belgilash uchun 45 ° burchak burchagi bo'lishi kerak. Siz zerikarli markaziy zarbdan foydalana olmaysiz, chunki uni bolg'a bilan urganingizda, nuqta markirovka tekisligidan siljiydi va qo'lning shikastlanishiga olib kelishi mumkin. Zarbalar ishlov beriladigan qismning tekisligiga perpendikulyar bo'lganda, zımba o'qi bo'ylab zarba qismiga qo'llanilishi kerak.
Qo'lning shikastlanishiga yo'l qo'ymaslik uchun siz kompasning uchlarini ehtiyotkorlik bilan tutishingiz kerak, bu asboblarni kiyim cho'ntagiga solib qo'ymaslik kerak.
O'tkirlash mashinalarida ishlashda mehnat xavfsizligi talablarini ko'rib chiqaylik.
Umumiy talablar.
1. Faqat sizga berilgan ishni bajarishga ruxsat berilgan mashinada ishlang.
2. Mashinada qo'lqop yoki qo'lqop kiygan, shuningdek, bog'langan barmoqlar bilan ishlash taqiqlanadi.
3. Agar elektr uzilishi bo'lsa, darhol mashinaning elektr jihozlarini o'chiring.
4. Har bir ishchi quyidagilarga majburdir:
a) mehnatni muhofaza qilishning barcha talablariga qat'iy rioya qilish;
b) ish kuni davomida ish joyini toza saqlash;
v) qo'lingizni moy, emulsiya va kerosinda yuvmang;
d) mashinada ovqatlanmang.
Boshlashdan oldin.
5. Mashinani har bir ishga tushirishdan oldin, mashinani ishga tushirish hech kimga xavf tug'dirmasligiga ishonch hosil qiling.
6. Ish kiyimingizni tartibga soling.
7. Devorning mustahkamligini tekshiring”. Silliqlash g'ildiragi va kamar uzatgichida qo'riqchilarsiz ishlash taqiqlanadi.
8. Asbob tayanchining ishonchliligi va to'g'ri mahkamlanganligini tekshiring (asbob tayanchi va silliqlash g'ildiraklari orasidagi bo'shliq 3 mm dan oshmasligi kerak), sezilarli yoriqlar va yoriqlarni aniqlash uchun ushbu g'ildiraklarning holatini tashqi tekshirish orqali tekshiring.
Yoriqlar yoki teshiklari bo'lgan g'ildiraklardan foydalanish taqiqlanadi.
9. Mashinaning to'g'ri ishlashini 3-5 daqiqa davomida bo'sh turgan holda, silliqlash g'ildiragining yorilishi mumkin bo'lgan xavfli zonadan uzoqda bo'lishini tekshiring va g'ildirakning maksimal chegaradan tashqarida radial yoki eksenel chiqishi yo'qligiga ishonch hosil qiling.
10. Agar siz mashinada nosozlik yoki yuzaga kelishi mumkin bo'lgan xavfni aniqlasangiz, darhol instruktor yoki ustaga xabar bering.
Ishlayotganda.
11. Asbobni charxlashda asbobni g'ildirak ustiga silliq, silkitmasdan va kuchli bosimsiz harakatlantirish kerak. Siz silliqlash g'ildiragining aylanish tekisligidan uzoqroq turishingiz kerak.
12. Ishlayotganda ishchi himoya ko'zoynak yoki qalqondan foydalanishi kerak.
13. Asboblarni silliqlash g'ildiraklari bilan o'tkirlash va tugatish faqat sovutish vaqtida amalga oshirilishi kerak.

Mavzu 1. Kirish 1. KIRISH. KELAJAK TEXNOLOGIYASI O'QITUVCHILARINING MAXSUS-METODOGIK TA'YORLARIDA METALLARNI KAYTASH AMALIYOTINING O'RNI VA VAZIFALARI. O‘QUVCHILAR TOMONIDAN DARS VAQTIDA YASALAN MAHSULOTLARNI FITTING SHOXDA KO‘RSATISH 2. O‘QITISh SEHNING UShBONLARI BILAN KIRISH. O'QITISh SEXONADA MOTORNING ISH JOYINI TASHKIL ETISHI, UNING TEXNIK JISHONLARI VA MAZMUNI QOIDALARI. 3. FITTING SHOXDA ISH VA ICHKI QOIDALAR. XAVFSIZLIK VA ISNOVYAT SANITARASINING ASOSIY QOIDALARI. O'quv savollari:

3 FAN bo'yicha ADABIYOT: Asosiy 1. Pokrovskiy B.S. Santexnika: Yangi boshlanuvchilar uchun darslik. kasb-hunar ta'limi / B. S. Pokrovskiy, V. A. Skakun. - 2-nashr, o'chirilgan. - M.: "Akademiya" nashriyot markazi, b. 2. Uy chilangar / Comp. A.P. Alekseev. M .: ZAO Tsentrpoligraf, p. 3. Makienko N.I. Umumiy santexnika kursi: Darslik. kasb-hunar maktablari uchun. 3-nashr, rev. M .: Yuqori. maktab, qishloq: kasal. 4. Makienko N. I. Santexnika bo'yicha amaliy ish: Darslik. muhitlar uchun qo'llanma, prof.-techn. maktablar M .: Yuqori. maktab, qishloq, kasal. (Kasb-hunar ta'limi. Kesish).

4 FAN BO'YICHA ADABIYOTLAR davom etdi: qo'shimcha adabiyotlar 1. Antonov L.P. va boshqalar o'quv ustaxonalarida. Darslik Pedagogika talabalari uchun qo'llanma. “Umumiy texnika fanlari va mehnat” faniga ixtisoslashgan institutlar. M., "Ma'rifat", Muravyov E. M. Santexnika: Darslik. 811 sinf o'quvchilari uchun qo'llanma. o'rtacha maktab 2-nashr, qayta ko'rib chiqilgan. va qo'shimcha M.: Ma'rifat, p.: kasal. 3. Pokrovskiy B. S. Santexnika asoslari: qul. daftar: darslik yangi boshlanuvchilar uchun qo'llanma kasb-hunar ta'limi / B. S. Pokrovskiy. - M.: "Akademiya" nashriyot markazi, 4-bet. Makienko N. I. Materialshunoslik asoslari bilan santexnika. Ishlab chiqarishda ishchilarni tayyorlash uchun darslik. Ed. 5-chi, qayta ko'rib chiqilgan M., “Yuqori. maktab", s. kasaldan. 5. Starichkov V. S. Metallga ishlov berish ustaxonasi. Darslik ishlab chiqarishda ishchilarni o'qitish uchun qo'llanma. 3-nashr, qayta ko'rib chiqilgan. va qo'shimcha M.: Mashinasozlik, 1983, 220 pp., kasal. 6. Krupitskiy E.I. Santexnika. Ed. 4-chi, qayta ko'rib chiqilgan Minsk, “Vish. maktab", s. kasal bilan. 7. L. Sotish. Savollar va javoblar ichida sanitariya-tesisat / Tarjima. 7-Polshadan ed. M. E. Lazutina. Ed. G. E- Taurita.K-: Technzha, s (B-ka ishchi).

1. KIRISH. KELAJAK TEXNOLOGIYASI O'QITUVCHILARINING MAXSUS-METODOGIK TA'YORLARIDA METALLARNI KAYTASH AMALIYOTINING O'RNI VA VAZIFALARI. O‘QUVCHILAR TAYYORLANGAN MAHSULOTLARNI FITTING SEHONDA KO‘RSATISH O‘quv tsexlarida o‘tkaziladigan seminarning asosiy maqsadi o‘quvchilarni bo‘lajak mutaxassisning maktabda mehnat ta’limi va politexnika fanining uzviy uyg‘unligini muvaffaqiyatli amalga oshirishi uchun zarur bilim, ko‘nikma va malakalar bilan qurollantirishdan iborat. o'qitish, zarur bo'lganda esa, boshlang'ich kasbiy tayyorgarlik.

O'quv ustaxonalaridagi seminarning vazifalari: a) o'quvchilarni zamonaviy asbob-uskunalar, o'lchash va markalash uskunalarini qo'lda, qisman mexanizatsiyalashgan va konstruktiv materiallarni mashinada qayta ishlashda eng samarali foydalanishga o'rgatish (bunday mashg'ulotlar o'rta maktabda olingan ko'nikma va malakalarni oshirish, tolerantlik va sig'im tizimlarini qo'llash bilan bog'liq yangi, murakkabroq ko'nikmalarni, pürüzlülük sinflarini, shuningdek, murakkabroq o'lchash uskunalarini o'zlashtirish, tokarlik, frezalash, burg'ulash, planyalash, silliqlash metall kesish stanoklari, sirt planerlar, stanoklar va boshqalarni boshqarishni o'zlashtirish. yog'och uchun arralash dastgohlari, shuningdek, kesish asboblarini qo'lda va o'tkirlash mashinalarida charxlash bilan bog'liq barcha operatsiyalarni o'zlashtirish;

1-savolning davomi b) talabalarni qismlar va mahsulotlarni ishlab chiqarishning texnik va iqtisodiy jihatdan eng maqbul usullarini tanlashga o'rgatish, muayyan texnologik muammolarning eng samarali texnik echimlarini topish (masalan, qismlarga ishlov berishni mexanizatsiyalash usullarini tanlash, armatura tanlash). va asboblar, ish qismlarining turi, texnologik jarayon variantlari) , ya'ni talabalar o'rtasida mehnatga ijodiy munosabatni yanada shakllantirish; v) konstruktiv materiallarni qayta ishlashda talabalarni mehnatni ilmiy tashkil etish asoslari bilan tanishtirish;

1-savolning davomi d) konstruktiv materiallarga ishlov berish, shuningdek butlovchi qismlar va buyumlarni yig`ishda qo`l va mexanizatsiyalashgan mehnatning asosiy operatsiyalarini o`rgatish usullarini ko`rsatish; maktabda mehnatga o'rgatish usullarini o'rganishga tayyorlash, politexnika ta'limi didaktikasini o'rganish va nihoyat, maktab o'quvchilarining texnik ijodiyotiga rahbarlik qilishga tayyorlash.

Ushbu vazifalarning o'ziga xos xususiyati ularning aniq kasbiy yo'nalishidir. Bo'lajak o'qituvchi nafaqat konstruktiv materiallarni qayta ishlash vositalarini yaxshi bilishi, ularning tuzilishi va ishlashini mohirona tasvirlabgina qolmay, balki eng oddiy qo'l asboblari, ular takomillashgani sari, shakllantirish mashinalarining ishchi qismlariga qanday aylanishini, nima ekanligini ko'rsatishi kerak. ularning ta'sir mexanizmi va qayta ishlash operatsiyalari bilan fizika va boshqa asosiy fanlar o'rtasidagi bog'liqliklar qanday.

O'quv ustaxonalaridagi amaliyot talabalarning o'qishning dastlabki uch yilida olgan nazariy va umumiy texnik tayyorgarliklari asosida yagona, ammo kompleks modul sifatida dasturga muvofiq tuziladi. Bunda umumta’lim maktablarida chizmachilik, konstruktiv materiallar texnologiyasi, materiallar mustahkamligi, fizika, pedagogik sikl fanlari hamda mehnat ta’limi dasturlari bilan ilmiy, mantiqiy va uslubiy bog’liqlik ta’minlanadi. Bu ishlarning barchasi ishlab chiqarish muhiti, institut yoki maktab uchun zarur bo'lgan yaxshi va chiroyli dizaynlashtirilgan zamonaviy narsalarni (masalan, qurilma, asbob, ularning qismlari) yaratish bilan yakunlanishi kerak.

1-savolning davomi Strukturaviy materiallarni qayta ishlashning turli usullariga o'rgatish, ko'nikmalarni rivojlantirish va ko'nikmalarni shakllantirish quyidagi mahsulotlarni ishlab chiqarish misollari yordamida amalga oshiriladi: a) asboblar, ular uchun individual komponentlar va fan asoslarini o'rganishni osonlashtiradigan ko'rgazmali qurollar. , institutda ilmiy tadqiqotlar olib borish va maktabda dars berish; b) institut o‘quv ustaxonalari asbob-uskunalari inventarini to‘ldirish va ularni namuna sifatida maktablarga o‘tkazish uchun asboblar va asboblar; v) talabalar va o'rta maktab o'quvchilarining sport oromgohlari va dam olish maskanlari uchun jihozlar; d) ishlab chiqarishda texnik ijodkorlik to'garaklarining bo'lajak rahbari va o'rta maktab o'quvchilari duch kelishi kerak bo'lgan modellar; e) pedagogika institutining ishlab chiqarish muhitida sanoat va qishloq xo'jaligi korxonalari tomonidan buyurtma qilingan qismlar va agregatlar.

1 savolning davomi Topshiriqlarni bajarish jarayonida bo'lajak o'qituvchilar ustaxonalarda o'z harakatlarini muayyan tashkiliy talablar va mehnatni muhofaza qilish talablariga bo'ysundirishni o'rganishlari, dastgoh va dastgohda yuqori mehnat madaniyati ko'nikmalarini, maqsadli ishlash qobiliyatini rivojlantirishlari kerak. , faol va samarali. O'quv ustaxonalaridagi mashg'ulotlar davomida talaba kerakli aniqlik, ishlov berish sifatiga rioya qilgan holda chizma yoki texnologik xarita bo'yicha qat'iy ishlashni o'rganishi va barcha mavjud va zarur o'lchash moslamalaridan foydalanishi kerak. Bu o'qishning barcha yillari davomida talabalarga singdirilgan ijodiy yondashuvni istisno etmaydi, bu hujjatlarda to'liq bo'lmagan ma'lumotlar mavjud bo'lsa yoki ular bahsli bo'lsa yoki, nihoyat, vazifaning o'zi ijodiy echimni talab qiladigan hollarda zarur. O'quv ustaxonalaridagi amaliyot test sinovlari va bir yoki ikkita malaka toifalarini (metall kesish, santexnika yoki duradgorlik) berish bilan yakunlanadi.

1 savolning davomi 1. Fanning maqsad va vazifalari: O`quvchilarda maktab ustaxonalari asosida qo`l asboblari, mashinalar va texnologik jihozlar bilan ishlashni o`rganish bo`yicha bilim, ko`nikma va malakalarni shakllantirishdan iborat. Fanning vazifalari: – maktab ustaxonalarida santexnika ishlarini bajarishda texnologik va ishlab chiqarish madaniyatini o‘rganish; - metallga ishlov berishning asosiy turlari, ishlatiladigan asbob, uni tanlash va ishlatish qoidalari, metallga ishlov berish operatsiyalari ketma-ketligi, ularni bajarish usullari va ishlarni mexanizatsiyalash, metallga ishlov berishda xavfsizlik qoidalari, sifatga qo'yiladigan talablarni o'rganish. ishlov berish qismlari, asboblarning eskirish turlari, tipik nuqsonlari, ularning paydo bo'lish sabablari va oldini olish usullari;

1-savolning davomi - ko'nikma va ko'nikmalarni shakllantirish: metallar va qotishmalarning xususiyatlarini hisobga olgan holda ishlov berish rejimlarini tanlash, metallga ishlov berish ishlarini bajarishda texnologik ketma-ketlikka rioya qilish: metallni markalash, kesish, to'g'rilash, egish, kesish va to'ldirish, qirqish, burg'ulash. , zig'irchalar, zig'irchalar va raybalar teshiklari , ip o'tkazish, perchinlash, lehimlash, qalaylash va yopishtirish; – talabalarni metallga ishlov berish bo‘yicha bilim va ko‘nikmalarni kasbiy o‘qituvchilik faoliyatida qo‘llashga tayyorlash.

1-savolning davomi Fanni o`rganish natijasida talaba: Bilish kerak: metallga ishlov berish bo`yicha o`quv dasturlari va darsliklarni; ta'lim muassasasida o'quv jarayonini, sinfdan va maktabdan tashqari ishlarni tashkil etish uchun zarur bo'lgan pedagogik texnologiyalar; o'quv xonalarining jihozlari va jihozlariga qo'yiladigan talablar; asosiy, yuqori, shu jumladan ixtisoslashtirilgan maktablarda o‘qitish uchun zarur bo‘lgan darajada fan mazmuni; o'quv jarayonida qo'llaniladigan qo'l asboblari, mashinalar va texnologik jihozlarning asosiy turlari;

1-savolning davomi: Qo`l asboblari, mashinalar va texnologik jihozlarning asosiy turlaridan foydalana olish; maktab ustaxonalarida o'quv jihozlarini saqlash bo'yicha asosiy ish turlarini bajarish; maktab o‘quvchilari bilan metallga ishlov berish yo‘nalishi bo‘yicha amaliy ishlar olib borish; Egalik: “Santexnika amaliyoti” fanining bo‘limlari bo‘yicha asosiy tushuncha va texnikalarni.

1-savolning davomi Sanoat ishlab chiqarishida chilangar ishining o'rni va o'rni Zamonaviy mashinasozlik korxonasida "montajchi" kasbi eng keng tarqalgan kasblardan biridir. Mexaniklarning har bir guruhi o'z ishiga xos bilim va kasbiy ko'nikmalar bilan tavsiflanadi. Shu bilan birga, har bir chilangar uchun asosiy asos - chilangar mahoratining "ramkasini", "qurilish bloklari" ni ifodalovchi umumiy chilangar operatsiyalarini o'zlashtirishdir. Bularga markalash, kesish, to'g'rilash, egish, kesish, to'ldirish, burg'ulash, shtamplash va raybalash teshiklari, tishlash, qirib tashlash, lattalash va pardozlash, perchinlash va lehimlash kiradi. Ushbu operatsiyalar qo'lda va mexanizatsiyalashgan asboblar bilan amalga oshiriladi, har bir mexanik foydalanishi kerak.

2. O'QITISh SETEHNING UShbozmasi BILAN TANISH. O'QITISh SEXONASIDA FITMAN UCHUN ISH JOYINI TASHKIL ETISh, UNING TEXNIK JISHONASI VA MAZMUNI QOIDALARI. kuch va pulning eng kam sarflanishi, shuningdek kafolatlangan mehnat xavfsizligi . Asboblar, moslamalar, shuningdek zarur jihozlarni joylashtirish, EMAS talablarini inobatga olgan holda oqilona, ularni doimiy va vaqtinchalik foydalanish ob'ektlariga bo'lish va asboblar va qurilmalarga saqlash joylarini belgilashni talab qiladi.

2-savolning davomi Ushbu ish uchun asbob, ishlov beriladigan qism va hujjatlar ish stoliga qo'l uzunligida joylashtirilishi kerak. Har bir elementning qat'iy belgilangan joyi bor. Asbobni joylashtirish ishchi uchun minimal aylanishni ta'minlashi kerak. Ish joyi yaxshi yoritish bilan ta'minlanishi kerak. Asbobni dastgoh tortmalarida shunday tartibda saqlash kerakki, kesuvchi asboblar (fayllar, musluklar, matkaplar va boshqalar) buzilmasin, o'lchash asboblari (kvadratchalar, kalibrlar, mikrometrlar va boshqalar) buzilmasin. niklardan, chizishlardan va zarbalardan. Ish tugagandan so'ng, ishlatilgan asboblar va asboblar axloqsizlik va yog'dan tozalanadi va artib tashlanadi.

2 savolning davomi Mexanik ish joyining texnik jihozlari Zavod mexanikining ish joyidan farqli o'laroq, unda joylashgan asbob-uskunalar bilan ustaxonaning faqat ma'lum operatsiyalarni bajarishga mo'ljallangan qismi deb ataladi, stajyor talaba uchun bu o'quv ustaxonalari bo'limidir. dastgoh, uning ustiga o'rnatilgan vitse, kalibrlash va markirovka plitasi, shkaf yoki taxta, eng ko'p ishlatiladigan asbob o'rnatilgan. Mexanik ish joyining asosiy jihozlari, qoida tariqasida, uning ustiga o'rnatilgan vitse bilan bitta dastgohdir (1.1-rasm). Ish stoli kuchli va barqaror bo'lishi kerak, uning balandligi ishchining balandligiga mos kelishi kerak.

2 ta savolning davomi rasm Yagona skameyka: a - umumiy ko'rinish: 1 - sozlanishi vitesni ko'tarish va tushirish uchun vint; 2 - asboblar qutisi; 3 - tekislik-parallel vitse; 4 - asboblar tokchasi; 5 - himoya ekrani; b - asbob uchun planshet; 7 - po'lat burchakdan yasalgan chekka; 8 - vitesning vertikal harakatlanishi uchun haydovchi tutqichi; b - ish stolida sanitariya-tesisat asboblarini joylashtirish


Metall ishlov berishda skameykalarning quyidagi turlari eng ko'p qo'llaniladi: stul o'rinbosar, parallel (aylanuvchi va aylanmaydigan) va yuqori tezlikda ishlaydigan pnevmatik o'rindiq. Kreslo o'rinbosarlari (1.2-rasm) yuqori ta'sirli yuklarni o'z ichiga olgan og'ir ishlarni bajarish uchun mo'ljallangan, masalan, kesish, bükme, perchinlash. Rasm Kafedra o'rinbosari: 1 - ish stoli; 2 - mahkamlash paneli; 3 - qattiq shimgich; 4 - harakatlanuvchi shimgich; 5 - siqish vinti; b - tutqich; 7 - tekis buloq; 8 - novda

2 ta savolning davomi rasm. Parallel aylanadigan dastgoh o'rinbosar: 1 - taglik plitasi; 2 - aylanadigan qism; 3 - qattiq shimgich; 4 - harakatlanuvchi shimgich; 5 - qo'rg'oshin vintli gayka; 6 - yo'naltiruvchi prizma; 7 - qo'rg'oshin vinti; 8 - T shaklidagi dumaloq truba; 9 - eksa; 10 - murvat; 11 - tutqich; 12 - yong'oq

2-savolning davomi Ish joyini tashkil qilish Ish joyida asboblar, ish qismlari va materiallarni joylashtirish uchun ma'lum talablar mavjud: faqat ushbu ishni bajarish uchun zarur bo'lgan asboblar, materiallar va ish qismlari ish joyida bo'lishi kerak; ishchi tez-tez foydalanadigan asboblar va materiallar unga yaqinroq joylashgan bo'lishi kerak; kamroq ishlatiladigan asboblar va materiallar taxminan 500 mm radiusli yoylar bilan belgilangan joylarda joylashgan bo'lishi kerak; juda kamdan-kam ishlatiladigan asboblar va materiallar uzoq joylarda joylashgan bo'lishi kerak, ular faqat ishchining tanasi egilgan holda ta'minlanadi.

2 ta savolning davomi rasm. Ish joyidagi qulay va noqulay zonalarning joylashishi (barcha o'lchamlar millimetrda ko'rsatilgan): a, b - ish stolida: 1, A - qulay; 2, B - kamroq qulay; 3, B - noqulay; c - qulay va noqulay balandlikka erishish zonalari
 Ish joyini saqlash qoidalari Ishga kirishishdan oldin quyidagilar zarur: ish dastgohi, o'rinbosar, asboblar, individual yoritish va ishda ishlatiladigan mexanizmlarning xizmat ko'rsatishga yaroqliligini tekshirish; kelgusi ish uchun ko'rsatmalar yoki texnologik xarita, chizma va texnik talablarni o'qing; o'zingizning bo'yingiz bo'yicha o'rindiqning balandligini sozlang; ishda ishlatiladigan asboblar, materiallar va ish qismlarining mavjudligi va holatini tekshirish; ish uchun zarur bo'lgan asboblar, ish qismlari, materiallar va asboblarni dastgohga qo'ying.
Ish joyini saqlash qoidalari Ishga kirishishdan oldin quyidagilar zarur: ish dastgohi, o'rinbosar, asboblar, individual yoritish va ishda ishlatiladigan mexanizmlarning xizmat ko'rsatishga yaroqliligini tekshirish; kelgusi ish uchun ko'rsatmalar yoki texnologik xarita, chizma va texnik talablarni o'qing; o'zingizning bo'yingiz bo'yicha o'rindiqning balandligini sozlang; ishda ishlatiladigan asboblar, materiallar va ish qismlarining mavjudligi va holatini tekshirish; ish uchun zarur bo'lgan asboblar, ish qismlari, materiallar va asboblarni dastgohga qo'ying.
 Ish paytida quyidagilar zarur: dastgohda faqat hozirda ishlatilayotgan asboblar va asboblar bo'lishi kerak (qolgan hamma narsa dastgoh tortmalarida bo'lishi kerak); ishlatilgan asbobni asl joyiga qaytarish; Ish joyida har doim tozalik va tartibni saqlang. Ish oxirida quyidagilarni bajarish kerak: asbobni talaşlardan tozalash, artib tashlash, qutilarga solib, dastgohning tortmasiga qo'yish; dastgoh stol usti va o'rindiqlarini talaş va axloqsizlikdan tozalang; foydalanilmagan materiallar va ish qismlarini, shuningdek, ishlov berilgan qismlarni dastgohdan olib tashlang; individual yoritishni o'chiring.
Ish paytida quyidagilar zarur: dastgohda faqat hozirda ishlatilayotgan asboblar va asboblar bo'lishi kerak (qolgan hamma narsa dastgoh tortmalarida bo'lishi kerak); ishlatilgan asbobni asl joyiga qaytarish; Ish joyida har doim tozalik va tartibni saqlang. Ish oxirida quyidagilarni bajarish kerak: asbobni talaşlardan tozalash, artib tashlash, qutilarga solib, dastgohning tortmasiga qo'yish; dastgoh stol usti va o'rindiqlarini talaş va axloqsizlikdan tozalang; foydalanilmagan materiallar va ish qismlarini, shuningdek, ishlov berilgan qismlarni dastgohdan olib tashlang; individual yoritishni o'chiring.

3. FITTING SHOXDA ISH VA ICHKI QOIDALAR. XAVFSIZLIK VA ISHLAB CHIQARISH SANITARASINING ASOSIY QOIDALARI Santexnika ishlarini bajarishda mehnat xavfsizligi to'g'risida umumiy ma'lumot, faqat xizmat ko'rsatadigan va o'tkir asboblar bilan ishlash; O'tkirlash mashinalarida ishlaganda, xavfsizlik ko'zoynagi yoki qulflangan himoya qalqoni taqing. O'tkirlash g'ildiraklarining tugashiga yo'l qo'ymang. Egzoz qurilmalarining xizmat ko'rsatish qobiliyatini kuzatish; o'rindiqda kesish faqat ish stolida himoya to'r yoki ekran mavjud bo'lganda amalga oshirilishi kerak; bosh kiyim va kombinezonlarda ishlash; og'ir qismlarni faqat ikki kishi bilan ko'taring. Ish stolining chetiga og'ir qismlarni qo'ymang; talaşni puflamang, talaşni qo'lingiz bilan tozalamang, lekin buning uchun supurgi cho'tkasidan foydalaning;

3-savolning davomi: Mashina va elektr asboblarda ishlashni boshlashdan oldin ularni bo'sh ish tezligida tekshiring va shundan keyingina asbobni mahkamlang; faqat yaxshi yorug'likda ishlash; 36 V dan yuqori kuchlanishli elektrlashtirilgan asboblar bilan ishlaganda, rezina qo'lqop va rezina gilamchadan foydalanishni unutmang; dastgohlarda faqat ishchi qismlarni qo'riqlash vositalari mavjud bo'lganda ishlash; moylar, moylash materiallari va sovutgichlar, kislotalar, gidroksidi, soda, fluxlar, yopishtiruvchi moddalar va boshqalar bilan ishlagandan so'ng, qo'lingizni issiq suv va sovun bilan yuvishni unutmang;

3-savolning davomi: Yengil jarohatlar olsangiz, albatta yarani yod bilan davolab, bint qo'ying; kislotalar, ishqorlar, oqimlar va boshqalarni ishlatadigan ishlar, shuningdek, chang, tutun, gazlarni chiqarish bilan bog'liq ishlar yaxshi gazlangan joyda yoki egzoz qopqog'i ostida bajarilishi kerak; ishdan keyin issiq holatda qoralamaga chiqmang; Ishlarni bajarishda ko'rsatmalar va texnologik xaritalarda ko'rsatilgan barcha mehnat xavfsizligi qoidalariga rioya qiling.

3-savolning davomi Sanoat sanitariyasi ishlab chiqarishda ishlab chiqarish binolarida zarur haroratni, yaxshi ventilyatsiyani, ish joylarining etarli darajada yoritilishini, qoralamalarning yo'qligini, yordamchi va maishiy binolarning mavjudligini ta'minlaydigan sharoitlarni yaratishni o'z ichiga oladi. Sanoat sanitariyasi asoslari Salomatlikni saqlash va kasalliklarning oldini olish uchun quyidagilar zarur: ish paytida charchoqni yo'qotish uchun qisqa tanaffuslar qilish (qo'shimcha ravishda shuni yodda tutish kerakki, tik turgan holda ishlagandan so'ng, o'tirgan holda dam olish kerak va aksincha. ); kuniga kamida 8 soat uxlash; ish paytida, vaqti-vaqti bilan ish joyingizni o'zgartiring; Ish kunini tugatgandan so'ng, butun tanangizni dushda sovun bilan yuving.