The production process is a set of purposeful actions by enterprise personnel to transform raw materials into finished products.
The main components of the production process that determine the nature of production are professionally trained personnel; means of labor (machines, equipment, buildings, structures, etc.); objects of labor (raw materials, materials, semi-finished products); energy (electrical, thermal, mechanical, light, muscle); information (scientific and technical, commercial, operational and production, legal, socio-political).
The professionally managed interaction of these components forms the specific production process and constitutes its content.
The production process is the basis of any enterprise. The content of the production process has a decisive impact on the construction of the enterprise and its production units.
The main part of the production process is the technological process. During the implementation of the technological process, changes occur in the geometric shapes, sizes and physical and chemical properties of objects of labor.
According to their significance and role in production, production processes are divided into: main, auxiliary and servicing.
The main production processes are those during which the main products manufactured by the enterprise are manufactured.
Auxiliary processes include processes that ensure the smooth running of the main processes. Their result is products used in the enterprise itself. Auxiliary processes include equipment repair, production of equipment, generation of steam, compressed air, etc.
Servicing processes are those during the implementation of which services are performed that are necessary for the normal functioning of both main and auxiliary processes. These are the processes of transportation, warehousing, picking parts, cleaning premises, etc.
The production process consists of many different operations, which are accordingly divided into main (technological) and auxiliary.
A technological operation is a part of the production process performed at one workplace on one production object (part, unit, product) by one or more workers.
According to the type and purpose of the product, the degree of technical equipment, operations are classified into manual, machine-hand, machine and hardware.
Manual operations are performed manually using simple tools (sometimes mechanized), for example, hand painting, assembly, product packaging, etc.
Machine-manual operations are carried out using machines and mechanisms with the obligatory participation of a worker, for example, transporting goods on electric vehicles, processing parts on machines with manual feeding.
Machine operations are carried out entirely by machine with minimal participation of workers in the technological process, for example, installing parts in the machining zone and removing them at the end of processing, monitoring the operation of machines, i.e. workers do not participate in technological operations, but only control them.
Hardware operations take place in special units (vessels, baths, ovens, etc.). The worker monitors the serviceability of the equipment and instrument readings and, as necessary, makes adjustments to the operating modes of the units in accordance with the requirements of the technology. Hardware operations are widespread in food, chemical, metallurgical and other industries.
The organization of the production process consists of combining people, tools and objects of labor into a single process for the production of material goods, as well as ensuring a rational combination in space and time of basic, auxiliary and service processes.
The economic efficiency of the rational organization of the production process is expressed in reducing the duration of the production cycle of products, reducing production costs, improving the use of fixed assets and increasing the turnover of working capital.
The type of production is determined by a comprehensive description of the technical, organizational and economic features of production, determined by the breadth of the product range, regularity, stability and volume of production. The main indicator characterizing the type of production is the coefficient of consolidation of Kz operations. The operation consolidation coefficient for a group of workplaces is defined as the ratio of the number of all different technological operations performed or to be performed during the month to the number of workplaces:
Kz = |
To opi |
||||
K r. m. |
|||||
where Copi is the number of operations performed at the i-th workplace; Kr.m – the number of jobs on the site or in the workshop.
There are three types of production: single, serial, mass.
Single production is characterized by a small volume of production of identical products, the re-production and repair of which, as a rule, are not provided for. The consolidation factor for unit production is usually above 40.
Batch production is characterized by the manufacture or repair of products in periodically repeated batches. Depending on the number of products in a batch or series and the value of the consolidation coefficient of operations, small-scale, medium-scale and large-scale production are distinguished.
For small-scale production, the operation consolidation coefficient is from 21 to 40 (inclusive), for medium-scale production - from 11 to 20 (inclusive), for large-scale production - from 1 to 10 (inclusive).
Mass production is characterized by a large volume of products that are continuously manufactured or repaired over a long period of time, during which one work operation is performed at most workplaces. The coefficient of consolidation of operations for mass production is taken equal to 1.
Let's consider the technical and economic characteristics of each type of production.
Single and similar small-scale production is characterized by the production of parts of a large range at workplaces that do not have a specific specialization. This production must be sufficiently flexible and adapted to fulfill various production orders.
Technological processes in single production conditions are developed enlarged in the form of route maps for processing parts for each order; The sites are equipped with universal equipment and fixtures that ensure the production of a wide range of parts. The wide variety of jobs that many workers have to do requires them to have different professional skills, so highly skilled generalists are used in operations. In many areas, especially in pilot production, combining professions is practiced.
Organization of production in a single production environment has its own characteristics. Due to the diversity of parts, the order and methods of processing them, production areas are built according to a technological principle with equipment arranged in homogeneous groups. With this organization of production, parts pass through various sections during the manufacturing process. Therefore, when transferring them to each subsequent operation (section), it is necessary to carefully consider the issues of quality control of processing, transportation, and determination of workplaces for performing the next operation. Features of operational planning and management include timely completion and execution of orders, monitoring the progress of each detail in operations,
ensuring systematic loading of sites and workplaces. Great difficulties arise in organizing logistics. A wide range of manufactured products and the use of aggregated standards for the consumption of materials create difficulties in uninterrupted supply, which is why enterprises accumulate large stocks of materials, and this leads, in turn, to the depletion of working capital.
Features of the organization of unit production affect economic indicators. Enterprises with a predominance of a single type of production are characterized by a relatively high labor intensity of products and a large volume of work in progress due to the long storage of parts between operations. The cost structure of products is characterized by a high share of wage costs. This share is usually 20–25%.
The main opportunities for improving the technical and economic indicators of individual production are associated with bringing it closer to serial production in terms of technical and organizational level. The use of serial production methods is possible by narrowing the range of manufactured parts for general machine-building applications, unifying parts and assemblies, which allows us to move on to the organization of subject areas; expanding constructive continuity to increase the launch batches of parts; grouping parts that are similar in design and manufacturing order to reduce time for production preparation and improve the use of equipment.
Batch production is characterized by the production of a limited range of parts in batches repeated at certain intervals. This allows you to use special equipment along with universal ones. When designing technological processes, the order of execution and equipment of each operation are provided.
The organization of mass production is characterized by the following features. Workshops, as a rule, consist of closed areas where equipment is placed along the course of a standard technological process. As a result, relatively simple connections arise between workstations and the prerequisites are created for organizing the direct movement of parts during their manufacturing process.
The subject specialization of the sections makes it advisable to process a batch of parts in parallel on several machines that perform successive operations. As soon as the previous operation finishes processing the first few parts, they are transferred to the next operation until the entire batch is processed. Thus, in conditions of mass production, parallel-sequential organization of the production process becomes possible. This is its distinctive feature.
The use of one or another form of organization in mass production conditions depends on the labor intensity and volume of production of the products assigned to the site. Thus, large, labor-intensive parts manufactured in
in large quantities and having a similar technological process, are assigned to one site with the organization of variable-flow production on it. Parts of medium size, multi-operational and less labor-intensive are combined into batches. If their launch into production is regularly repeated, group processing areas are organized. Small, low-labor parts, such as standardized studs and bolts, are secured to one specialized area. In this case, it is possible to organize direct-flow production.
Serial production enterprises are characterized by significantly lower labor intensity and cost of manufacturing products than individual enterprises. In mass production, compared to individual production, products are processed with fewer interruptions, which reduces the volume of work in progress.
From an organizational point of view, the main reserve for increasing labor productivity in serial production is the introduction of continuous production methods.
Mass production is characterized by the greatest specialization and is characterized by the production of a limited range of parts in large quantities. Mass production workshops are equipped with the most advanced equipment, allowing almost complete automation of the production of parts. Automatic production lines have become widespread here.
Technological processes of machining are developed more carefully, step by step. Each machine is assigned a relatively small number of operations, which ensures the most complete workload of work stations. The equipment is located in a chain along the technological process of individual parts. Workers specialize in performing one or two operations. Parts are transferred from operation to operation one by one. In conditions of mass production, the importance of organizing interoperational transportation and maintenance of workplaces increases. Constant monitoring of the condition of cutting tools, devices, and equipment is one of the conditions for ensuring the continuity of the production process, without which the rhythm of work on sites and in workshops will inevitably be disrupted. The need to maintain a given rhythm at all levels of production becomes a distinctive feature of the organization of processes in mass production.
Mass production ensures the most complete use of equipment, a high overall level of labor productivity, and the lowest cost of manufacturing products. In table Table 1.1 presents data on the comparative characteristics of various types of production.
Table 1.1 Comparative characteristics of various types of production
Comparable |
Type of production |
|||||||
signs |
single |
serial |
massive |
|||||
Nomenclature |
unlimited |
limited |
||||||
output volume |
nomenclature |
nomenclature |
nomenclature |
|||||
manufactured according to |
manufactured |
manufactured in |
||||||
in batches |
||||||||
quantities |
||||||||
Repeatability |
absent |
periodic |
constant |
|||||
Applicability |
universal |
partially special |
mostly |
|||||
equipment |
special |
|||||||
Consolidation |
absent |
limited |
one, two |
operations |
||||
operations |
detail-operations |
to the machine |
||||||
machines |
||||||||
Location |
||||||||
equipment |
homogeneous machines |
processing |
technological |
|||||
constructively |
process |
processing |
||||||
technologically |
||||||||
homogeneous parts |
||||||||
Transferring items |
sequential |
parallel |
parallel |
|||||
labor with surgery |
parallel |
|||||||
for surgery |
||||||||
Form of organization |
technological |
subject |
straight |
|||||
production |
||||||||
process |
||||||||
1.4. Organization of the production process
V space and time
The construction of a rational production structure of an enterprise is carried out in the following order:
- the composition of the enterprise's workshops and their capacity are established in sizes that ensure the specified output;
- the areas for each workshop and warehouse are calculated, their spatial locations in the general plan of the enterprise are determined;
- all transport connections within the enterprise are planned, their interaction with national (external to the enterprise) routes;
- the shortest routes for the inter-shop movement of objects of labor during the production process are outlined.
Production units include workshops, sections, laboratories in which the main products (manufactured by the enterprise), components (purchased from outside), materials and
semi-finished products, spare parts for product maintenance and repairs during operation; various types of energy are generated for technological purposes, etc.
TO divisions serving employees include housing and communal services departments, their services, factories-kitchens, canteens, buffets, kindergartens and nurseries, sanatoriums, boarding houses, rest homes, dispensaries, medical units, voluntary sports societies, technical training departments and educational institutions involved in improving production skills, the cultural level of workers, engineering workers, and office workers.
The main structural production unit of an enterprise (except for enterprises with a shopless management structure) is a workshop - an administratively separate unit that performs a certain part of the overall production process (production stage).
The workshops are fully fledged units; they carry out their activities on the principles of economic accounting. In mechanical engineering, workshops are usually divided into four groups: main, auxiliary, secondary and auxiliary. In the main workshops, operations for the manufacture of products intended for sale are carried out. The main workshops are divided into procurement, processing and assembly.
TO blanks include foundries, forging and stamping, forging and pressing, and sometimes workshops for welded structures; to processing
- mechanical processing, woodworking, thermal, galvanic, paint and varnish protective and decorative coating shops for parts, as well as assembly - workshops for aggregate and final assembly of products, their painting, supply of spare parts and removable equipment.
Auxiliary workshops - tool, non-standard equipment, model, repair, energy, transport.
By-products - workshops for recycling and processing metal waste by casting and pressing chips into briquettes, consumer goods shops. Ancillary - workshops that produce containers for packaging products, sawn timber, and carry out preservation of products, packaging, loading and shipping to the consumer.
In addition to these shops, almost every machine-building plant has production shops, services and departments serving non-industrial facilities (municipal, cultural, housing, etc.).
A certain place in the structure of all machine-building plants is occupied by warehouses, sanitary facilities and communications (electricity networks, gas and air pipelines, heating, ventilation, well-maintained roads for rail and trackless transport, etc.).
A special role in the production structure of the association (enterprise) is played by design, technological departments,
research institutes and laboratories. In them, drawings and technological processes are developed, experimental work is carried out, product designs are brought to full compliance with the requirements of GOST, technical specifications, and experimental and development work is carried out. In these departments, the integration of science with production is particularly evident.
The workshops include main and auxiliary production areas.
The main production sites are created according to a technological or subject principle. At sites organized according to the principle of technological specialization, technological operations of a certain type are performed. In a foundry shop, for example, sections can be organized in the following technological areas: land preparation, production of cores, casting molds, processing of finished castings, etc., in a forge - sections for the production of forged blanks on hammers and presses, heat treatment, etc., in the mechanical department - turning, turret, milling, grinding, metalworking and other areas; in the assembly department - areas of the unit and final assembly of products, testing of their parts and systems, control and testing station, painting, etc.
At sites organized according to the principle of subject specialization, they carry out not individual types of operations, but technological processes as a whole, ultimately obtaining finished products for a given site.
The auxiliary sections include the sections of the chief mechanic and the chief power engineer for routine repair and maintenance of mechanical processing and power equipment; a tool-distributing storeroom with a sharpening workshop, a transport service, a workshop for repairing and maintaining technological equipment in good condition, etc.
With a centralized system for organizing maintenance and routine repairs at an enterprise, auxiliary areas are not created in workshops.
Auxiliary workshops and areas are organized according to the same criteria as the workshops and areas of the main production.
The constant attention of enterprise managers to environmental factors allows for timely changes in the management structure in order to promote the sustainability of the enterprise and its flexible response to market fluctuations. That is why the organization of production management (territorial, transport, resource, technological and other factors) should be considered as a system of actions that guides the development of the enterprise.
The production structure is influenced by a number of factors:
Industry affiliation of the enterprise - the range of products, its design features, materials used, methods of obtaining and processing workpieces; simplicity of design and manufacturability of the product; level of requirements for product quality; type of production, level of its specialization and cooperation;
composition of equipment and technological equipment (universal, special, non-standard equipment, conveyor or automatic lines):
- centralized or decentralized organization of equipment maintenance, routine repairs and technological equipment;
- the ability of production to quickly and without large losses adapt to the production of new products in a changed product range;
- the nature of the production process in the main, auxiliary, secondary and auxiliary workshops.
The production structure of enterprises in various industries has its own characteristics arising from the nature of the main production.
In most cases, textile factories have a technological structure with the simultaneous specialization of individual sections on certain yarn numbers and raw material items. The largest number of factories have all stages of fabric production: spinning, weaving, finishing. Some factories specialize in performing one or two stages.
In metallurgical plants, the technological structure prevails. Copier, blast furnace, steel, and rolling shops are being created.
Common features in the production structure of enterprises in various industries
- organization of auxiliary and service farms. Shops for the chief power engineer and chief mechanic, transport and storage facilities are available at enterprises in any industry. At a machine-building plant there is always a tool shop, at a textile factory there are felting and shuttle workshops that produce tools for textile production.
The issue of choosing and improving the production structure of an enterprise (association) must be resolved both during the construction of new enterprises and during the reconstruction of existing ones.
The main ways to improve the production structure:
- consolidation of enterprises and workshops;
- search and implementation of a more advanced principle for constructing workshops
And manufacturing enterprises;
- maintaining a rational relationship between the main, auxiliary and service departments;
- constant work to rationalize the layout of enterprises;
- integration of individual enterprises, creation of powerful industrial and scientific and production associations based on concentration of production;
- ensuring proportionality between all parts of the enterprise;
- change in production profile, i.e. nature of product release, specialization and cooperation; development of production combinations; achievement structural and technological homogeneity
products through widespread unification and standardization; creation of a shopless enterprise management structure. The consolidation of enterprises and workshops makes it possible to introduce new high-performance equipment on a larger scale, constantly improve technology, and improve the organization of production.
Identification and implementation of reserves for improving the structure of workshops and production areas are factors for the continuous improvement of the production structure and increasing production efficiency.
Maintaining a rational relationship between the main, auxiliary and service workshops and areas should be aimed at increasing the share of the main workshops in terms of the number of employed workers, the cost of fixed assets, and the size of the occupied space.
Rationalization of planning involves improving the master plan of the enterprise.
The quality of use of available opportunities, resources and favorable market conditions in the enterprise is associated with the production planning mechanism. Building an optimal plan from the point of view of possible changes in the market situation is the key to realizing the internal sustainability of an enterprise in the external economic environment. That is why you should pay special attention to production planning material.
The master plan is one of the most important parts of the project of an industrial enterprise, containing a comprehensive solution to the issues of planning and landscaping of the territory, placement of buildings, structures, transport communications, utility networks, organization of economic and consumer services systems, as well as the location of the enterprise in an industrial area (node).
The master plan has high requirements, the main of which are:
1) location of production units strictly along the technological process - warehouses for raw materials, materials and semi-finished products, procurement, processing, assembly shops, finished product warehouses;
2) placement of auxiliary plots and farms near the main production workshops that they serve;
3) rational arrangement of railway tracks within the enterprise. They must be connected both to the premises of warehouses of raw materials, materials and semi-finished products, and to the warehouse of finished products, where products are restocked with removable equipment, spare parts, preservation, packaging, capping, loading, sending products to the consumer;
4) the greatest straightness and the shortest routes for transporting raw materials, materials, semi-finished products and finished products;
5) elimination of counter and return flows both indoors and outdoors;
6) the most appropriate options for the location of external communications of the enterprise and their connection to utility networks, highways, railways, etc.
7) placement of laboratories (measuring, chemical, X-ray testing, ultrasound, etc.), servicing them, as well as heat treatment shops and protective coatings of parts and finished products.
At large enterprises, it is advisable to combine workshops into buildings. When designing enterprises, it is necessary to take care of
compactness of the building. Depending on the nature of the product and its design features, it is possible to build multi-story buildings. Choose rational distances between workshops, workshop blocks and buildings, observing sanitary and technical conditions, safety and fire safety requirements.
The master plan must also provide for the possibility of further development of the enterprise and provide a production structure in which the highest production results can be achieved at the lowest cost; create conditions for maximum satisfaction of the interests of all employees of the enterprise.
Placement of main, auxiliary, secondary, auxiliary workshops
And areas, service farms, management bodies, transport routes on the territory of the enterprise have a huge impact on the organization of production and its economy;
determines the direction of freight flows, the length of rail routes
And trackless tracks, as well as the efficient use of production space.
The compactness of the development, its rational density and number of storeys make it possible to save capital investments, reduce the volume of construction work and intra-factory transportation, reduce the length of communications, reduce the duration of the production cycle, introduce comprehensive mechanization and automation of production and auxiliary processes on a larger scale, reduce the residence time of finished products on warehouse, increase labor productivity, improve product quality, and reduce its cost.
The task of employees of design institutes, engineering and technical workers and production workers of industrial enterprises is to constantly improve the production structure, location of workshops and production areas. Particularly serious attention to this issue must be paid during the period of reconstruction, technical re-equipment, enterprise expansion and new construction. Improving the master plan of the plant is a manifestation of concern for increasing production efficiency, improving the quality of products and working conditions.
Analysis of information about the dynamics of the internal supply of production of an enterprise and the market demand for its products is a condition for a qualitative assessment of its sustainability. At the same time, paying attention to the production maintenance of an enterprise can reveal the factors of the enterprise's ability or inability and sustainable development in the future. In this case, the mechanism of such analysis can be the fixation of the relationship between the properties of service and the goals of ensuring the general characteristics of production service at the enterprise.
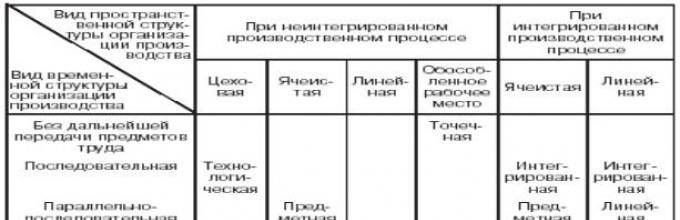
The form of organization of production is a certain combination in time and space of elements of the production process with an appropriate level of its integration, expressed by a system of stable connections.
Various temporal and spatial structural structures form a set of basic forms of production organization. The time structure of production organization is determined by the composition of the elements of the production process and the order of their interaction over time. Based on the type of temporary structure, forms of organization are distinguished with sequential, parallel and parallel-sequential transfer of objects of labor in production.
The form of organization of production with the sequential transfer of objects of labor is a combination of elements of the production process that ensures the movement of processed products across all production areas in batches of arbitrary size. Objects of labor are transferred to each subsequent operation only after the completion of processing of the entire batch in the previous operation. This form is the most flexible in relation to changes that arise in the production program, it allows for sufficient full use of the equipment, which makes it possible to reduce the cost of its acquisition. The disadvantage of this form of production organization is the relatively long duration of the production cycle, since each part lies waiting for the entire batch to be processed before performing the subsequent operation.
The form of organization of production with parallel transfer of objects of labor is based on such a combination of elements of the production process that allows you to launch, process and transfer objects of labor from operation to operation individually and without waiting. This organization of the production process leads to a reduction in the number of parts being processed, reducing the need for space required for storage and aisles. Its disadvantage is the possible downtime of equipment (workstations) due to differences in the duration of operations.
The form of organization of production with parallel-sequential transfer of objects of labor is intermediate between
serial and parallel forms and partially eliminates their inherent disadvantages. Products are transferred from operation to operation in transport batches. At the same time, continuity of use of equipment and labor is ensured, and a partially parallel passage of a batch of parts through technological process operations is possible.
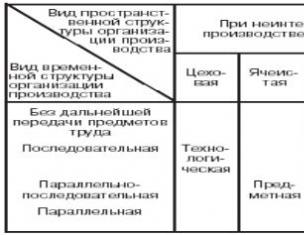
The spatial structure of the organization of production is determined by the amount of technological equipment concentrated on the work site (the number of workplaces), and its location relative to the direction of movement of objects of labor in the surrounding space. Depending on the number of technological equipment (workstations), a distinction is made between a single-link production system and the corresponding structure of a separate workplace and a multi-link system with a workshop, linear or cellular structure. Possible options for the spatial structure of production organization are presented in Fig. 1.2. The workshop structure is characterized by the creation of areas in which equipment (workstations) are located parallel to the flow of workpieces, which implies their specialization based on technological homogeneity. In this case, a batch of parts arriving at the site is sent to one of the free workplaces, where it undergoes the necessary processing cycle, after which it is transferred to another site (to the workshop).
Rice. 1.2. Options for the spatial structure of the production process

In a section with a linear spatial structure, equipment (workstations) is located along the technological process and a batch of parts processed in the section is transferred from one workstation to another sequentially.
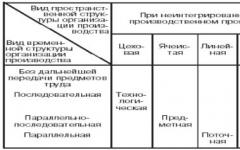
The cellular structure of production organization combines the characteristics of linear and workshop. The combination of spatial and temporal structures of the production process with a certain level of integration of partial processes determines various forms of organization of production: technological, subject, direct-flow, point, integrated (Fig. 1.3). Let's look at the characteristic features of each of them.
Rice. 1.3. Forms of production organization
The technological form of organizing the production process is characterized by a workshop structure with sequential transfer of objects of labor. This form of organization is widespread in machine-building plants, since it ensures maximum equipment utilization in small-scale production and is adapted to frequent changes in the technological process. At the same time, the use of a technological form of organizing the production process has a number of negative consequences. A large number of parts and their repeated movement during processing lead to an increase in the volume of work in progress and an increase in the number of intermediate storage points. A significant part of the production cycle consists of time losses caused by complex inter-site communications.
The subject form of production organization has a cellular structure with parallel-sequential (sequential) transfer of objects of labor in production. As a rule, all the equipment necessary for processing a group of parts from the beginning to the end of the technological process is installed at the subject area. If the processing technological cycle is closed within the site, it is called subject-closed.
Subject construction of sections ensures straightness and reduces the duration of the production cycle for the manufacture of parts. In comparison with the technological form, the object form allows reducing the overall costs of transporting parts and the need for production space per unit of production. However, this form of production organization also has disadvantages. The main one is that when determining the composition of the equipment installed on the site, the need to carry out certain types of processing of parts comes to the fore, which does not always ensure full loading of the equipment.
In addition, expanding the range of products and updating them require periodic redevelopment of production areas and changes in the structure of the equipment fleet. The direct-flow form of production organization is characterized by a linear structure with piece-by-piece transfer of objects of labor. This form ensures the implementation of a number of organizational principles: specialization, directness, continuity, parallelism. Its use leads to a reduction in the duration of the production cycle, more efficient use of labor due to greater specialization of labor, and a reduction in the volume of work in progress.
With the point form of production organization, work is completely performed at one workplace. The product is manufactured where its main part is located. An example is the assembly of a product with a worker moving around it. The organization of point production has a number of advantages: it provides the possibility of frequent changes in the design of products and the processing sequence, the production of products of a diverse range in quantities determined by production needs; costs associated with changing the location of equipment are reduced and production flexibility is increased.
The integrated form of production organization involves the combination of main and auxiliary operations into a single integrated production process with a cellular or linear structure with sequential, parallel or parallel-sequential transfer of objects of labor in production. In contrast to the existing practice of separate design of processes of warehousing, transportation, management, processing in areas with an integrated form of organization, it is necessary to link these partial processes into a single production process. This is achieved by combining all workplaces with the help of an automatic transport and warehouse complex, which is a set of interconnected, automatic and warehouse devices, computer equipment designed to organize the storage and movement of objects of labor between individual workplaces.
The management of the production process here is carried out using a computer, which ensures the functioning of all elements of the production process at the site according to the following scheme: search

required workpiece in the warehouse - transportation of the workpiece to the machine - processing - return of the part to the warehouse. To compensate for deviations in time during the transportation and processing of parts, buffer warehouses for interoperational and insurance reserves are created at individual workplaces. The creation of integrated production sites is associated with relatively high one-time costs caused by the integration and automation of the production process.
The economic effect of the transition to an integrated form of production organization is achieved by reducing the duration of the production cycle for manufacturing parts, increasing the loading time of machines, and improving the regulation and control of production processes. In Fig. Figure 1.4 shows equipment layout diagrams in areas with different forms of production organization.
Rice. 1.4. Layout diagrams of equipment (workstations) in areas with different forms of production organization:
a) technological; b) subject; c) direct flow; d) point (for the case of assembly); e) integrated
Warping yarn
An intermediate stage in the preparation of the warp of the loom, to which only the warp yarn, arriving on bobbins after rewinding in the warping department, is subjected. In fact, it is the combination of threads from a large number of winding packages into one warping package. During the warping process, a certain number of threads of the estimated length is wound onto the warping roller or weaving beam.
Warping
- an intermediate stage in the preparation of the warp of the loom, to which only the main yarn, arriving on bobbins after rewinding in the warping department, is subjected. In fact, it is the combination of threads from a large number of winding packages into one warping package. During the warping process, a certain number of threads of the estimated length is wound onto the warping roller or weaving beam.Modern warping machine
Warping methods
There are four warping methods used in production: batch, belt, sectional and full. The scurrying along each of these methods can be intermittent or continuous.The most common warping method is batch warping, which provides the highest productivity. Also, research and experience of enterprises have shown that the discontinuous type of warping is more common.
Party
The warp threads are wound in parts onto warping rollers with a certain number of threads, which form a batch with a total number of threads equal to the number of threads on the weaving beam.
Batch warping is used if the technology requires yarn sizing (for cotton, linen, combed wool yarn, artificial and synthetic threads and yarn).
Tape
Threads from a large number of winding packages are wound in separate tapes onto a special drum. The total number of threads in the ribbons is equal to the number of threads on the weaving beam. Then all the ribbons are simultaneously interlaced from the warping roller to the weaving beam.
The tape method is used: for woolen hardware yarn, since it has a high linear density and is not sized (waste in this process is minimal, and wool yarn is of higher quality and more expensive than other types of raw materials); when warping artificial silk, if there is a large number of threads (10-12 thousand or more); when warping colored threads, that is, warps with a pattern, in the case of a complex weave (the pattern of the warp is the sequence of colored threads in the warp).
Sectional
Threads from a large number of winding packages are wound into separate sections (with a small filling width). The total number of threads wound into the individual sections is equal to the number of threads on the weaving beam. Then the individual sections are assembled onto a common trunk and form a weaving beam
Used to prepare the bases of technical fabrics.
Full
A feature of the complete warping method is that the warp from the winding packages is wound directly onto the weaving beam.
Requirements for the warping process
- During the warping process, the physical and mechanical properties of the yarn or thread should not deteriorate;
- The tension of the warping threads should be the same and, if possible, constant throughout the entire process;
- The warping length must be calculated; the warping rollers must produce a whole number of weaving beams;
- The winding shape must be strictly cylindrical and the specific winding density must correspond to the accepted value;
- The productivity of the warping process should be maximum and waste minimal.
Warping process diagram

Figures “A”, “B”, “C” show the batch method (“A and “B” - shaft drive from a drum; “B” - shaft drive from an electric motor); "G" - tape method.
The warp threads 1, unwinding from the winding packages placed in the warping frames, pass through the guide parts 2 and the dividing row 3, go around the measuring shaft 4 and are wound onto the warping shaft (drum) 5. The rolling shaft 6 is used to press the winding.
As can be seen from the figure, the tape warping method differs from the batch method in that the warp wound on drum 5 is intertwined onto the weaving beam 7. This leads to unnecessary downtime of the draw machines (the CPV of the machines does not exceed 0.3 - 0.4). In order to increase the efficiency of draw frames, warping drums are made removable; they are sent to the sizing department for sizing the bases from them.
Depending on the type of yarn and fiber, additional devices (balloon suppressors, tension devices, etc.) may be included in the thread-carrying circuits of the machines.

Scheme of the warping process. Warping methods
Defects, waste during warping
Warping defects worsen the quality of warps and future fabrics, increase waste (waste) and reduce the productivity of sizing machines and weaving machines. When warping, the following defects are possible:
- Overlap - when the end of the broken thread is not connected to the end of the thread on the warping roller, but is wound around it;
- Tuck - when the end of a broken thread is tied to another thread on the warping roller.
Overlapping and pinching cause the formation of strands on the warping roller during sizing, and during weaving, the thread comes off and comes out; - A torn on a roller is the breaking of a group of threads and tying them in a bunch or in an overlap;
- Thread cutting into the edges of the warping roller is the result of incorrect installation of the row relative to the flanges or misalignment of the flanges;
- Weakness and different tension of the thread are the result of improper adjustment of the tension devices or the thread slipping out from under the washer of the tension device;
- Inconsistency in the number of threads on the roller and the result of the caretaker of the setter when setting the bet on the creel;
- Edge weakness - occurs when the rolling roller is unevenly pressed against the warping roller;
- Incorrect warp length - occurs when the counter is not working correctly;
- Warping defects also include large knots when tying, winding a bundle, and mixing different types of yarn on a roller.
Waste from warping
- Due to a change in the reel rate
- When threads break
Discontinuity in warping
Warping breakage is defined as the number of breaks per million meters of a single thread. The breakage per 1 million meters is calculated using the formula:
Precipitation
О=К*1000000/mсн*lсн, [cliffs per 1 million meters]
K - number of breaks per 1 warping roller or tape;
mсн - number of threads on the warping roller or tape; lсн - warping length
The amount of breakage when warping from conical bobbins is within the following limits per 1 million meters: 4-6% (cotton yarn of medium thickness); 8-10% (combed wool yarn); 10-14% (wool hardware yarn). The breakage of twisted yarn is approximately 2 times less.
Maintenance of warping machines
Warping machines are usually operated by 2 people: a warper and a setter. The warper eliminates breaks, changes warping rollers, refueles the machine, cleans and lubricates it. The layer changes the bobbin stack on spare bobbin holders inside the creel while the outer bobbins are being warped. They often work as a team (setters) of 2-3 people for 2-5 cars.
Productivity of warping machines
Theoretical performance
Fri=Vс*t*m*T/1000000, [kg/h]
Actual performance
Pf=Pt*Kpv, [kg/h]
Vс - warping speed, m/min;
t - operating time of the warping machine (t=60 min);
m - number of threads on the warping roller;
T - linear density, Tex; Kpv - useful time coefficient (Kpv = 0.4-0.6).
Batch warping machine SP-140. Technology system
The batch warping machine is designed for warping yarn from bobbins onto warping shafts at high speed. Compared to warping on draw machines, when warping on batch machines, greater uniformity of tension of the main threads, better shape and structure of the warp are ensured, labor costs are reduced and the cost of processing in weaving is reduced.
Threads from bobbins 1 located on the warping frame 2 pass between two guide rods 3 and through a row 4, go around the measuring roller 5 and are wound onto the warping shaft 6, which receives movement from the electric motor 7 through a V-belt drive 8. The main threads are compacted by a rolling shaft 9. Row 4, distributing the warp threads evenly between the flanges of the warping shaft, allows you to wind the warp threads parallel to each other.

Batch warping machine SP-140. Kinematic diagram
From the DC electric motor 5, the movement is transmitted by a V-belt transmission to the warping shaft 2. The rolling roller receives movement due to friction against the warping shaft. The warping shaft is located between quills 9 and 4, which, when securing the warping shaft or before its removal, can receive movement in the axial direction from the electric motor 3.
The movement from the electric motor to the quills is transmitted through worm gears, gears and worm and screw gears. The quills are connected to the warping shaft using spikes at the ends of the quills and corresponding grooves in the warping shaft disc couplings. The quills are clamped and disconnected from the warping roller before the coupling slips on the electric motor shaft 3.
From the measuring shaft 7, the movement is transmitted by gears to the tachogenerator 6 and the decimal counter 8.
The row moves back and forth over a certain distance, which ensures the dispersion of the turns of yarn on the warping shaft, preventing them from cutting into the lower layers and helping to obtain the correct cylindrical winding.
The reciprocating motion of the row is transmitted from the rotation mechanism of the warping shaft using a worm gear and a crank transmission to the angular lever, which imparts movement to the row.
The mechanism for removing the used warping shaft and feeding the empty one to the quills is driven by a reversible electric motor 1 using a worm pair, a single-thread worm, which rotates the gear sector located on the shaft 10. Electric motor 1 is turned on using one of two buttons: by the action of one of them The empty shaft is lifted, and under the action of the other, the full warping shaft is lowered.
The machine has a mechanism for maintaining a constant linear warping speed as the winding diameter of the warping shaft increases. This is done using a tachogenerator. With a slight increase in the diameter of the warp winding on the warping shaft, the linear speed of the threads naturally increases, and since the measuring shaft rotates due to the friction of the threads against it, its rotation speed also increases. There is a tachogenerator on the same shaft with the measuring roller. It is connected to electric motor 5. The electric current generated by the tachogenerator increases; passing through a magnetic amplifier, it demagnetizes the amplifier in proportion to the current strength. Since the power of the electric motor 5 is constant, this leads to a decrease in the voltage supplied to the motor winding and a decrease in the rotation speed of the electric motor pulley. Moreover, the decrease in the rotation speed of the electric motor pulley occurs in proportion to the increase in the winding diameter of the warping shaft.
Thus, as the diameter of the warp winding on the warping shaft increases, its rotational speed decreases, thereby ensuring a constant linear warping speed. However, during machine operation, deviations from a constant linear speed are still observed due to the fuzzy operation of the machine’s mechanisms. The warping speed is set using a variable resistance knob. The machine is equipped with a dial indicator for warping speed.
From the measuring shaft 7, using a three-stage gear transmission, the movement is transmitted to a decimal warp length counter. The meter is designed for a maximum base length of 100,000 m.
The length of the thread is measured mechanically - by a counter connected to a measuring shaft, rotating due to friction against the moving threads. During the warping process, especially when starting and stopping the machine, slipping of the threads along the surface of the measuring shaft is observed, as a result of which a difference arises between the actual length of the threads wound on the warping shaft and the meter reading. This increases the yield of soft ends in sizing and the formation of incomplete bases when finishing the batch. This inaccuracy in the operation of warping machines is especially obvious in the manufacture of warping warps. When the set length of yarn is wound onto the warping shaft, the machine switches off automatically.

Kinematic diagram of the warping machine SP-140
Belt warping machine SL-250-Sh. Technology system
The SL-250-SH machine is designed for tape warping of wool and cotton yarn from conical cross-winding bobbins with subsequent interlacing of the threads onto the weaving beam.
The warp threads coming off the conical bobbins 1, fixedly installed on the bobbin holders of the imported sections of the warping frame 2, pass through tension devices - brakes 3, mounted on the racks of the warping frame, and then through the contact hooks 4 of the mechanism for checking the presence of threads, located in the front part of the warping frame on both sides of it. Upon leaving the warping frame, the warp threads pass through the guide shafts 5, the dividing row 6, the support row 7, go around the measuring shaft 8 and the guide shafts 9 and are wound onto the warping drum 10.
Thanks to the use of imported sections in the warping frame, the time spent on the operation of refilling bobbins is reduced. After the bobbins are worked, the threads between the bobbins and the thread tensioners are cut off, the imported sections are pulled out on rails from the warping frame, and in their place spare sections with pre-installed bobbins are brought in. Thus, rethreading the machine comes down to changing sections and tying the ends of the warp threads.
Tension devices are used to create the necessary tension on the threads when winding them onto the warping drum.
The electric thread control mechanism automatically stops the machine if one or more threads break.
The dividing row is a guiding body and at the same time divides the threads into groups for laying dividing laces (tsens) between them. In this regard, the teeth in the dividing row are soldered and, in addition, it is equipped with a lifting device.
The caliper row serves to evenly distribute the threads across the width of the tape and to displace the tape along the generatrix of the warping drum while winding it onto the drum.
The measuring shaft is connected to the decimal counter by a gear drive. When the first belt is running (at the beginning of warping), a decimal counter is turned on and, at the same time, a counter for the number of revolutions of the warping drum. At the end of the first belt, the warping drum speed counter activates the machine stopping mechanism. The remaining tapes are moved according to the readings of this counter only. Thanks to the presence of two counters, it is possible to wind tapes of the same length. When working with one counter, it is impossible to obtain all the tapes of the same length due to the different amounts of thread sliding along the measuring shaft and the different number of times the machine starts and stops when producing tapes.
The dividing row 6, the caliper row 7, the measuring shaft 8 with a decimal counter and the guide shafts 9 are fixed on the table of the caliper mechanism 11. When winding the tape, the table of the caliper mechanism 11 with all the parts fixed to it, by means of a lead screw 12, moves evenly along the guides 13, due to which the appropriate displacement of the layers of the tape is ensured and the correct shape of its cross-section is created. Depending on the linear density of the yarn and the density of the tape, the speed of movement of the caliper changes.
The perimeter of the warping drum 10 is 4 m. During its rotation, the drum imparts a forced translational movement to the yarn. The warping drum also rotates forcibly from a separate drive.
When the specified number of ribbons required to form one warp has been wound onto the warping drum, the ribbons are wound onto the weaving beam.
To perform this operation, the machine has a leno machine 16, which is the second half of the warping machine. During the warping process, the threads are unwound from the warping drum 10 and, having passed through the guide shafts 14, are wound onto the weaving beam 15. The guide shafts 14 serve to guide the warp onto the weaving beam and are an additional area for creating thread tension. Basically, the specified tension value of the warp threads when they are interlaced onto the weaving beam is created by braking the warping drum 10 with a shoe brake.
In the process of lenoing the warp onto the weaving beam, the leno loom 16 moves evenly along the drum under the action of the lead screw. This movement is equal in magnitude to the movement of the caliper, but is directed in the opposite direction. Moving the leno loom is necessary for the correct placement of the warp threads relative to the flanges of the weaving warp. The weaving beam rotates from a separate drive.

– this is the practical part of the educational process in a higher or secondary specialized educational institution, taking place in organizations in real work activities. The practice is designed to consolidate the acquired theoretical knowledge and skills necessary for the assignment of qualifications and final certification of the student as a specialist. The results of practical training are assessed in accordance with the standards adopted by the educational institution and fit into the educational process.
Student
Industrial practice for a student often becomes the starting point of his professional career. The most common mistake students make is to formally treat the internship process as just another learning task. To get the maximum benefit from practice, you need to have the right attitude and understand that this is a unique opportunity to “test the waters” while still under the wing of your educational institution. Having significantly saved time and effort in this way, you will not make unnecessary moves after graduating from university and will know exactly where to go next.
What opportunities does internship give a student:
consolidate theoretical knowledge;
apply knowledge and skills in practice;
navigate the real work process and see the pitfalls of the chosen specialty that are not visible in theory;
directly contact the professional community;
gain skills in job search and communication with employers;
gain experience interacting with an experienced professional mentor;
understand as early as possible that the specialty or even the field was chosen incorrectly and does not meet your requirements for the profession;
navigate the profession and decide;
“test” the market and understand what is in demand and what still needs to be learned;
find a workplace suitable for starting a career;
gain initial experience, which young specialists so lack when applying for a job after training, and make their first entry in the work book;
achieve your first successes and demonstrate your abilities in your chosen specialty to your future employer.
Students undergo practical training in their senior years at universities, when a specialty has already been chosen, and usually the topic of the practical training is correlated with the knowledge and skills acquired in the semester. The internship takes place on the premises of real enterprises with which the university has a preliminary agreement. The direction of the organization's activities must correspond to the student's specialization. The student has the right to choose the practice base that suits him, and the university must provide a list of possible options. If a student is already working according to his profile, then he has the right to undergo an internship at his current place of work.
During the internship, the student must keep a diary, which is signed by the supervisor of his internship. At the end of the internship, its results are assessed along with exams and tests and are noted in the grade book. Also, the student’s work is assessed by the management of the practical base where he worked and issues a reference. The direction of practical training can be technological (direct practical work, acquisition of skills) and research or pre-graduation (conducting scientific research on practical material).
The legal side of the issue must be defined in the regulatory documents of the university, and is also regulated by the relevant articles of the Labor Code of the Russian Federation. The working day of a student trainee from 16 to 18 years old should be no more than 36 hours per week (Article 92 of the Labor Code of the Russian Federation) and for those over 18 years of age no more than 40 hours per week (Article 91 of the Labor Code of the Russian Federation). During the internship period, students are subject to the internal regulations adopted by the organization and general labor protection rules. If an intern is hired for the duration of the internship, he receives all the rights of an employee: the right to receive a salary, the right to paid leave, to disability benefits, etc. He is also assigned the duties corresponding to the employee.
To the employer
Despite the fact that student interns are quite a troublesome matter for an organization, industrial practice has undeniable advantages for the company. By becoming a base of practice and interacting with a specialized educational institution, the organization gets the opportunity to:
“educate” young specialists to suit yourself, training them in accordance with the requirements and specifics necessary for your organization;
adjust the educational programs of specialized universities, interacting with them.
The legal side of the process of registering a trainee has a number of difficulties, which, however, are quite surmountable. The main problem for personnel officers is the lack of an article clearly regulating the hiring of a trainee. The concept of an agreement between a student and an organization in the event of an internship is absent in principle. In this situation, there are two options.
1. Concluding an employment contract with a trainee. In the case of industrial practice and if there is a corresponding vacancy in the company, the student is hired on the basis of a fixed-term employment contract and enters into labor relations with the organization. The rationale for concluding an agreement can be formulated in accordance with Article 59 of the Labor Code of the Russian Federation approximately as follows: “An employment contract is concluded for the duration of industrial practice.” If this is the first official employment for a student, then he needs to have a work record book and a certificate of pension insurance (Article 65 of the Labor Code of the Russian Federation). From the moment the contract is concluded, the trainee is vested with all the corresponding rights and responsibilities of a full-fledged employee.
2. Registration of an intern without admission to the staff. If the agreement between the educational institution and the employer initially stipulates that students undergo internships without official employment, and if there are no vacancies, then the student does not receive a specific job function, but is in practice more for informational purposes, and does not bear responsibility like an employee. However, the internal regulations in force at the enterprise and labor protection rules apply to it. To enroll students at the enterprise, an order is issued, which specifies all the necessary details (names of students, terms and purposes of internship, order of completion, responsible mentor, etc.).
If a student is already working, and the profile of his work corresponds to the specialty for which he is studying, then he can do an internship at his place of work, providing the appropriate certificate to the university.
Thus, internship is a mutually beneficial event for both students and employers, helping them get to know each other and begin professional interaction.
When using materials from the site, an indication of the author and an active link to the site are required!