それが長い間十分に発明されたという事実にもかかわらず、メラミンの縁は、現代のキャビネット家具の製造においてまだ非常に広く使用されています。 今日も登場し、その競合他社(PVCとABS端)を広げることができました。しかし、メラミンエッジの人気に影響を与えません。
その主な利点の中には、ステッカーや加工の低コストでシンプルさなどの品質を選択できます(複雑な機器は必要ありません。 そのようなエッジ材料の主な欠如は、機械的強度が低い(PVCはわずか少量で、メラミンは干渉を有する)。
一般的に、このタイプの縁肉材料は小さなワークショップにしっかりと落ち着いて、それらを残すつもりはありません。
メラミンエッジの入ってくるプロセスを詳細に分析します。 エッジ自体は、その内縁に適用されたサーモクラスで販売されています(小さなメッシュとして見える写真)。
働くために、私たちは鉄、はさみ、金属の支配者、浅い砂紙と手袋を持つ塊が必要です。 手袋は左手を引っ張るのに十分です(右側の工具があります)。

私たちは最後にアイテムを置きます(あなたは副または他のフィット感の中で修正することができます。 端から小さなOTを作ります。

加熱された中程度の値を中心にして(過熱接着剤を沸騰させ、端部が気泡で行く、その後は吹き飛ばすことができます)最初に左手に向かって鉄の端を持つ。
残念ながら、両手は彼らとカメラと同時に動作しないので、両手はフレームに入りません。
同時に、鉄は噴出口の細部に対して垂直に垂直に保たれることが好ましい(事実は、ソビエトモデルが唯一の唯一の凹面を有し、それは表面への端部をしっかりと押すことはできず、そして後部にすることである。ワイヤが作業に干渉しないようにしてください。 多分あなたは鉄のより快適な位置を見つけるでしょうが、私はこのようにしています。 鉄の最初の動きは左手に進み、それは端の位置を線にします。 この場合、テープは主に表面に固定されています。 それから私たちは反対方向に鉄を導いて、彼の手のひらを転がした。

私たちは鉄を取り除き、接着剤を冷却するために端を押し続けます(手で4~6の動き)。

メインテープからテープを「エッジに」テープを遮断します。

ワークピースをすぐに回して裏側からエッジを切り取ります。

したがって、ワークピースの端からのシンクは取り除かれます。 そしてそれはその終わりと同じフラッシュをすることがわかりました。 このために、製造業者は特別なエンドカッターを提供されていますが、写真から分かるように、はさみは悪くありません。
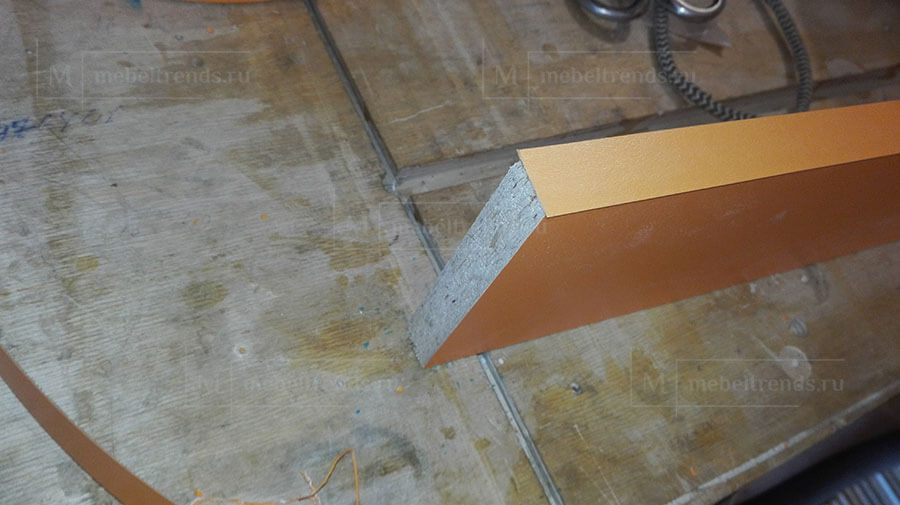
今、私たちは長い顔を持つオーバーハングの除去に移動します。 このために、ワークピースはランプ上に配置され、そのため、エッジはワークベンチから吊り下げられます(そこで、底を壊す危険がありません)。
単純な金属の定規や広場が手で撮影されています(多くの使用ナイフ、Rubankovや他のエキゾチックからの片)、激しい斜めのアイアン企業が激しい、または動くのにわずかな変化でアイロンを鋭く鋭くするからです。上またはさらに悪い、詳細素材にクラッシュし、積み重ねを損傷します。行はそれをすることができません)。
正方形は(写真のように)端まで鋭い角度でブランク上に積み重ねられ、余分なリボンの一方の動きが切断されます。 同時に、それは曲げられてはいけません - 定規は工作物の表面に密集しているべきです。 シンクエッジと一緒に、接着剤の余剰は非常に切られており、それはしばしば接合部位から突き出ています。

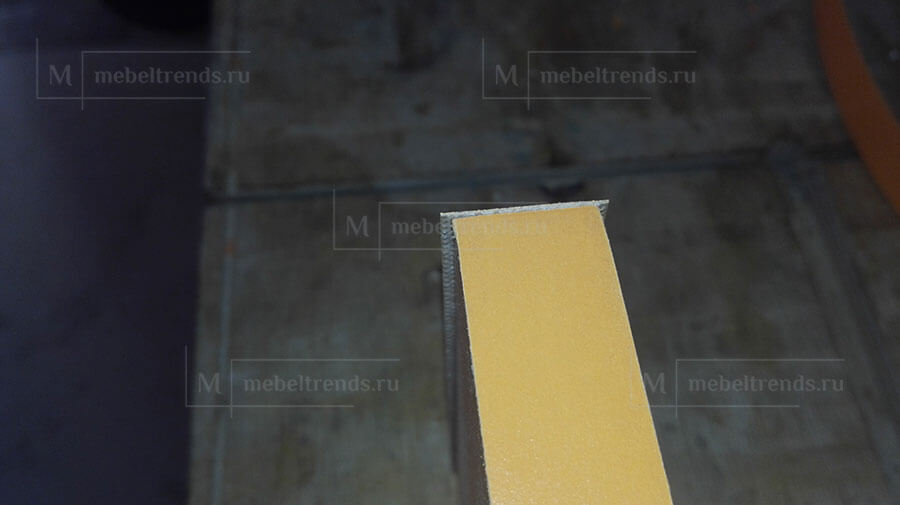
原則として、エッジはすでに非常に滑らかです。 しかし、より良い効果を達成するためにそれは提出されるべきです。

このために、小粒度(例えばP180)で研削塊の手に入り、ワークピースに対して45度の角度で1つまたは2つの移動を行い、エッジを整列させて破損を除去する。

時には非群れのような現象がある。 シンクを取り除いた直後にはっきりと見えます。

私たちは再び鉄を取り、そして縁を押すと同時に欠陥のある場所を温めました。

それから再び手のひらはエッジリボンをワークピースに強く押します。 原則として、これは十分に起こります。

ここで角のエッジジョイントの揺れ。 エッジ(すぐに小さな引当金で切り取ることが望ましい - それは短い部分で働くのがより便利である)が加工物に適用される。

鉄を押して、また彼の手のひらをロールします。 その結果、この接合部を変更する必要があることがわかります。

はさみ、上部の枝を厳密に並列に並行して断固として、余剰を遮断します。

小さな(0.5 mm以下)残渣がある。
ハサミを約30度の角度で調注することで切断されます。

その結果、そのような関節がわかる。 最後から、記載された方法に従って定規によって余分なリボンを切断するためにも残っている。